BLOG » 3 Konstruktionstipps für automatisierte Angebote für Blechteile
3 Konstruktionstipps für automatisierte Angebote für Blechteile
Die Beschaffung von Blechteilen wird oft zu einem komplexen Labyrinth, vor allem, wenn sie mit dem Streben nach betrieblicher Effizienz verbunden ist. Im Bereich der Blechbearbeitung sind Konstruktionsdetails nicht nur deshalb so wichtig, weil sie die Erstellung eines automatisierten Angebots erschweren, sondern auch, weil sie die Genauigkeit beeinträchtigen und zu potenziellen Produktionsfehlern führen können. Die Tücken manueller Prozesse können nämlich unbewusst den Weg für Konstruktionsabweichungen ebnen, die sich auf die Produktionsphase auswirken und unbeabsichtigte Verformungen verursachen können.
Die Vorstellung, dass ein Teil, das entworfen werden kann, auch produziert werden kann, ist unter Konstrukteuren weit verbreitet. Es ist jedoch wichtig zu bedenken, dass ein 3D-Modell nur eine Simulation des endgültigen Teils ist. Bei der Modellierung von Blechteilen in der CAD-Software müssen wir die Anforderungen an die Fertigung im Auge behalten.
Unsere Experten gehen auf diese Feinheiten ein und zeigen Ihnen, wie Sie Ihre Entwürfe verbessern können, um Ihr Angebot zu erhalten und Verformungen in der Produktion zu vermeiden. Mit unserem umfassenden Verständnis von automatisierten Angeboten für Blechteile bieten wir Ihnen mehr als nur eine Lösung – wir bieten Ihnen einen Paradigmenwechsel in der Art und Weise, wie Sie an Design herangehen, und stellen sicher, dass Ihre Projekte von der Konzeption bis zur Realisierung reibungslos ablaufen.
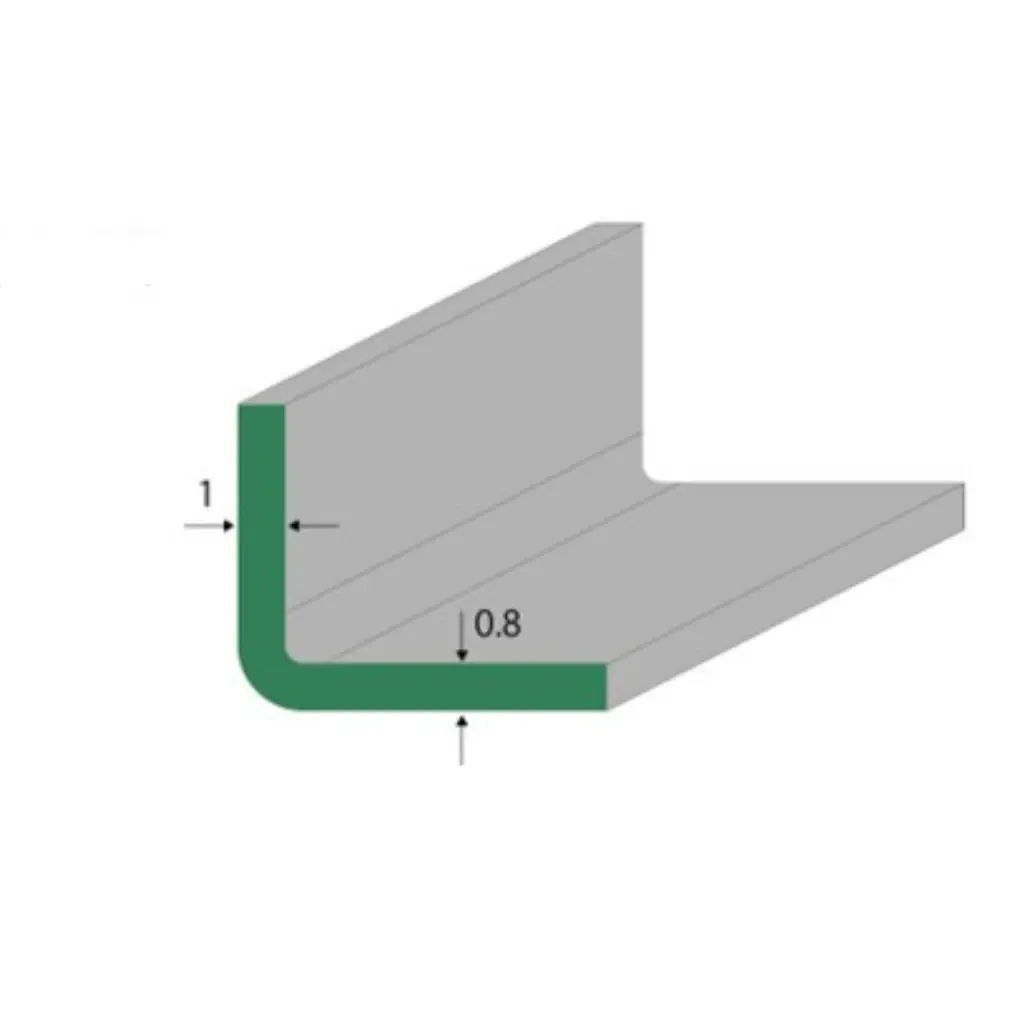
Blechdicke und Radius sind zwei wichtige Faktoren, die voneinander abhängig sind und die Herstellbarkeit des Bauteils beeinflussen können.
Um die strukturelle Integrität der endgültigen Komponenten zu erhalten und um die Erstellung eines automatischen Angebots zu erleichtern, ist es unerlässlich, die Dicke jeder Oberfläche doppelt zu prüfen und die Dicke der Teile gleichmäßig zu modellieren.
Der zweite Punkt, der zu beachten ist, um ein automatisiertes Angebot zu erhalten, betrifft die Biegebereiche. Um Probleme bei der Angebotserstellung zu vermeiden, sollten Sie immer sicherstellen, dass der äußere Biegeradius (R) gleich der Summe aus dem inneren Radius (R) und der Blechdicke ist.
Was den Innenradius betrifft, empfehlen wir jedoch, ihn als größer oder gleich 0 und kleiner oder gleich der Blechdicke zu modellieren. Die Gleichung, die dieses Muster widerspiegelt, sieht dann wie folgt aus:
Innerer Biegeradius (R) ≥ 0 und ≤ Blechdicke
Außerdem wird der Mindestbiegeradius durch den verwendeten Stempel bestimmt. Der Innenradius kann nicht kleiner sein als die Form des Stempels, sodass es nicht möglich ist, mit Stiftwinkeln oder übermäßig kleinen Radien zu biegen. Verwenden Sie den Innenradius (R) ≤ Blechdicke als groben Richtwert.
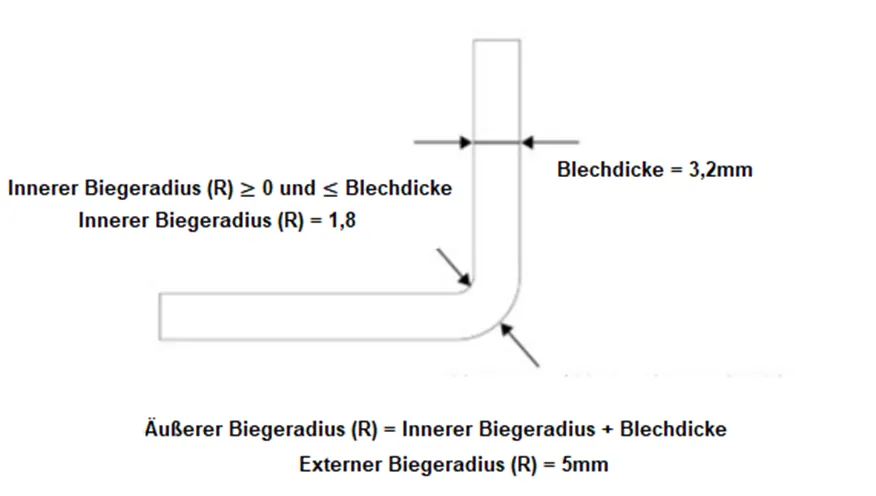
Im folgenden Beispiel mit einer Blechdicke von 3,2 mm sehen wir, wie das geht:
Wie erwähnt, muss der innere Biegeradius (R) ≥ 0 und ≤ 3,2 mm sein. Wir haben ihn dann auf 1,8 mm festgelegt, um sicherzustellen, dass das endgültige Bauteil nach unseren Standards gefertigt wird.
Folglich wird der äußere Biegeradius (R) gleich 5 mm sein (innerer Radius (R) + Blechdicke).
Als Mindestrichtwert sollte der Winkel zwischen der Oberseite der Steigwand und dem U-Bogen 45° oder weniger betragen, d.h. die Länge der Unterseite sollte länger sein als die Steighöhe. Um Störungen zuverlässig zu vermeiden, wird empfohlen, dass die Höhe der Bodenfläche mindestens das Doppelte der Steigungshöhe beträgt.
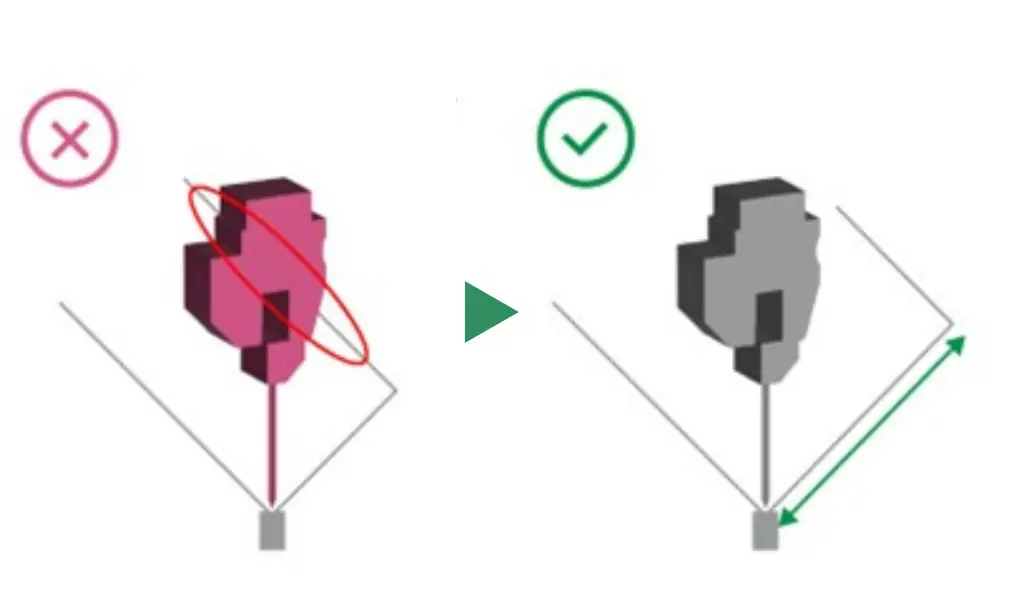
Vermeiden von Beeinträchtigungen der Form beim U-Biegen
Beim Biegen von Blechen in eine U-Form (U-Bogen) ist es wichtig, auf die Abmessungen der unteren Fläche zu achten. Wenn die Länge der Unterseite im Verhältnis zum Steigungsmaß nicht ausreicht, kann es zu Störungen in der Form kommen.
Als Mindestrichtwert gilt, dass der Winkel zwischen der Oberseite der Steigwand und dem U-Bogen 45 Grad oder weniger betragen sollte. Mit anderen Worten, die Länge der Bodenfläche muss länger sein als die Höhe der Erhöhung. Um Störungen zuverlässig zu vermeiden, wird empfohlen, dass die Höhe der Bodenfläche mindestens doppelt so hoch ist wie die Höhe der Erhöhung.
Wenn Sie diese Vorkehrungen treffen, können Sie sicherstellen, dass das U-Biegen von Blechen die Form nicht beeinträchtigt.
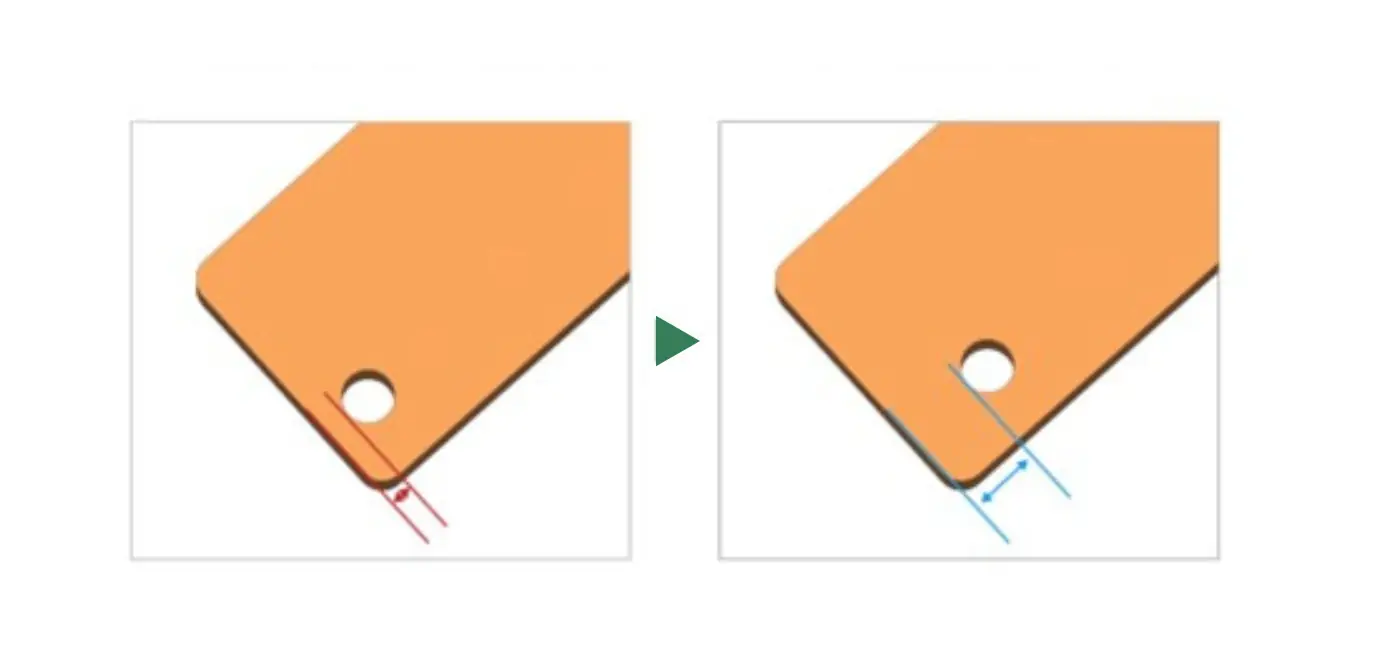
Festlegung des Mindestabstands zwischen Kante und Durchgangsbohrung
Bei der Herstellung von Löchern in Blechen ist darauf zu achten, dass die Position des Lochs nicht zu nahe am Rand liegt. Wenn die Bohrung zu nahe an der Kante positioniert ist, kann dies zu Schwierigkeiten bei der Bearbeitung führen. Eine unzureichende Unterstützung des Blechs beim Bohren des Lochs oder die Scherkräfte, die beim Bohren des Lochs entstehen, können die Kante in Richtung des Lochs ziehen und eine Verformung verursachen.
Der maximal zulässige Abstand zwischen der Kante und der Bohrung hängt von der Blechdicke ab. Es ist jedoch von entscheidender Bedeutung, dass die Position des Lochs im Verhältnis zur Kante während der Konstruktionsphase berücksichtigt wird.
Kleine Konstruktionsänderungen können zu automatisierten Angeboten für Blechteile führen
Zusammenfassend lässt sich sagen, dass ein 3D-Modell zwar eine visuelle Darstellung bietet, aber keine nahtlose Herstellbarkeit garantiert. Um sicherzugehen, dass Sie automatische Blechangebote erhalten, müssen Sie kritische Designaspekte wie Biegedicke, Mindestbiegeradien, das Verhältnis zwischen Steighöhen und Bodenlängen bei U-förmigen Biegungen und vieles mehr sorgfältig berücksichtigen.
Wenn Sie diese sorgfältigen Überlegungen berücksichtigen, ebnen Sie den Weg für einen erfolgreichen und effizienten Konstruktions- und Fertigungsprozess für Bleche. Die Möglichkeit, ein automatisches Angebot für Ihr kundenspezifisches Bauteil zu erhalten, ist in der Tat der erste Schritt zur Beschleunigung Ihres Beschaffungsprozesses!