BLOG » How to design holes for components – useful tips
How to design holes for components – useful tips
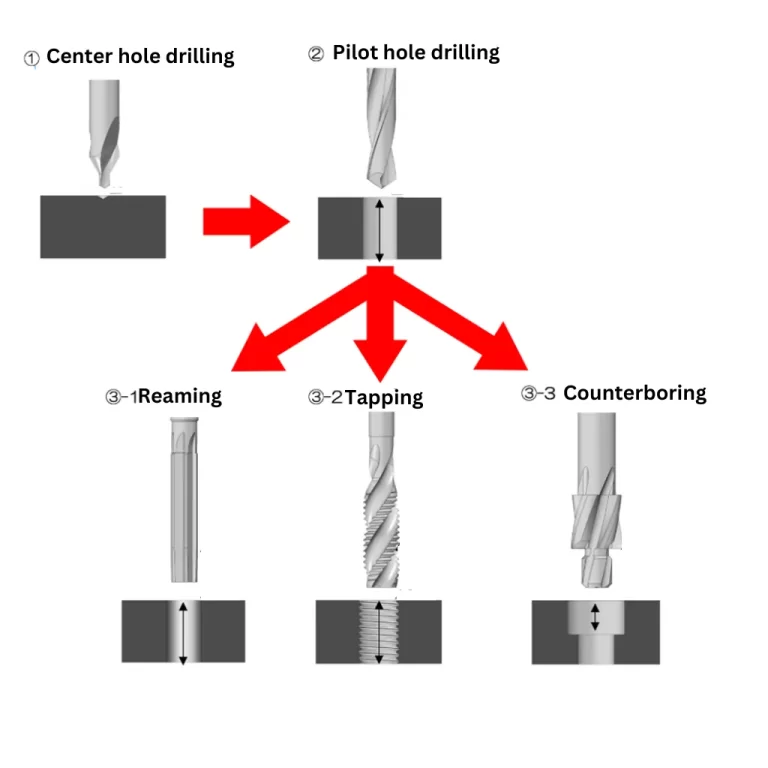
Let’s see below each hole’s information:
Center drilling involves creating a small indentation known as a center hole and it is made using a specialized tool called a center drill. The purpose of this indentation is to ensure precise positioning of the subsequent drilling operations.
When precise fitting is required for pin insertion or mating with other components, it is necessary to create a clean, perfectly round hole on the inner surface. In such cases, reaming is performed after the initial drilling process. In the case of larger diameters, a specific tool can be used to achieve the desired quality.
Reaming is performed using a tool with cutting edges on its side. The reamer is rotated while slowly passing through the drilled hole, removing a small amount of material from the inner surface. It shaves the inner surface, resulting in a clean and highly accurate hole.
Reaming is used when a tolerance of approximately ±0.01mm relative to the hole diameter is required.
The basic process of machining this type of hole involves using a tool called a drill. It is mounted on the spindle of a machine and rotated while being moved up and down in a linear motion. The drilling action is performed by repeatedly plunging the drill bit into the workpiece.
Since the drilling action involves multiple up and down motions, the resulting hole has an uneven and rough interior surface. This is commonly referred to as a “pilot hole.” If a simple hole is sufficient, then drilling alone is acceptable.
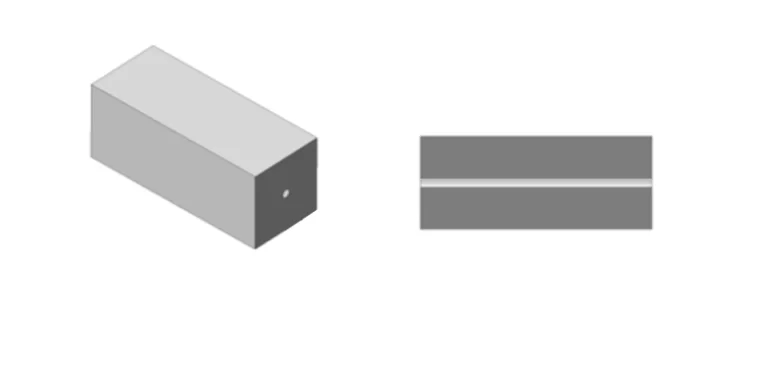
A first significant factor that can cause issues with holes is the presence of holes near the edge.
During hole machining, the material is being pushed outward by the drill. If you try to create a hole very close to the edge, where the distance to the side is minimal, the surface may not be able to withstand the machining force. This will cause the side to bulge or deform.
In cases where the hole is through-hole, one approach to minimize the effects of bending is to perform the drilling halfway from both sides. This type of machining is commonly known as “gun-drilling”.
 Deutsch
Deutsch Français
Français Español
Español Italiano
Italiano Polski
Polski