 English
English Deutsch
Deutsch Français
Français Italiano
Italiano Polski
Polski¿Qué es el rectificado? Aplicaciones, tipos y características




BLOG » ¿Qué es el rectificado? Aplicaciones, tipos y características
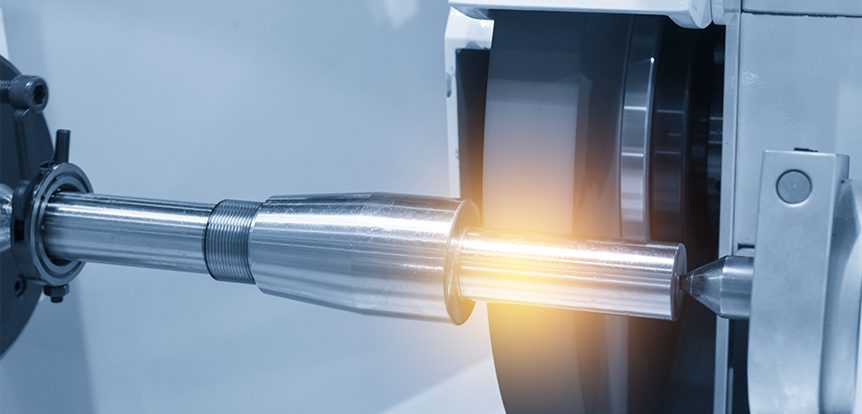
El rectificado es un proceso de mecanizado que utiliza una rueda abrasiva (muela abrasiva) para eliminar material de una pieza de trabajo. Este proceso se utiliza normalmente como método de acabado, mejorando la suavidad de la superficie y la precisión dimensional. A diferencia del corte, el rectificado permite una gran precisión y suele aplicarse a materiales duros difíciles de cortar con herramientas convencionales.
En este blog, exploraremos los distintos tipos de procesos de rectificado, sus ventajas e inconvenientes, comparaciones con otros métodos de mecanizado y problemas habituales que se plantean durante las operaciones de rectificado.
El rectificado se clasifica dentro de los métodos de "mecanizado sustractivo". Consiste en utilizar una muela abrasiva para afeitar pequeñas cantidades de material de la superficie de la pieza mediante rotación a alta velocidad. Aunque este método requiere más tiempo que los métodos de corte tradicionales, ofrece mayor precisión y un acabado más liso.
El rectificado puede manipular materiales difíciles de mecanizar, como aceros endurecidos y otros metales duros, y suele utilizarse como paso final de acabado tras los procesos de corte.
Tanto el corte como el rectificado son procesos de mecanizado utilizados para eliminar material, pero difieren significativamente en el método y la precisión.
El rectificado es un proceso de acabado esencial en el mecanizado, valorado por su precisión y capacidad para trabajar con materiales duros. Aunque es más lento que otros métodos, produce acabados superficiales y precisión superiores. Los procesos de rectificado se presentan en diversas formas, cada una de ellas adecuada para diferentes aplicaciones, y conocer las ventajas y limitaciones puede ayudar a los fabricantes a elegir el método de rectificado adecuado para sus necesidades específicas.
