 English
English Deutsch
Deutsch Français
Français Español
Español Italiano
ItalianoBLOG » Przewodnik po tolerancjach obróbki CNC
Przewodnik po tolerancjach obróbki CNC
W obróbce CNC tolerancje odgrywają kluczową rolę w zapewnieniu, że części spełniają wymagania funkcjonalne i montażowe. Tolerancja definiuje dopuszczalną zmienność wymiarów, wpływając na dokładność i wydajność końcowego komponentu. Zrozumienie tolerancji jest niezbędne dla inżynierów, projektantów i producentów do optymalizacji produkcji przy jednoczesnym zachowaniu opłacalności.
Czym są Tolerancje w Obróbce CNC?
Tolerancje określają dopuszczalne odchylenie od nominalnego wymiaru, zapewniając, że część mieści się w wymaganych ograniczeniach mechanicznych i funkcjonalnych. Te odchylenia są zazwyczaj mierzone w mikronach (µm) lub milimetrach (mm) i zależą od czynników takich jak właściwości materiału, procesy obróbcze i wymagania projektowe. Te specyfikacje są kluczowe w rysunkach technicznych, gdzie inżynierowie wskazują dopuszczalne wymiary za pomocą standardowej notacji. Ustalając precyzyjne tolerancje, producenci mogą zrównoważyć koszty, efektywność materiałową i wydajność, zapewniając, że części obrabiane CNC spełniają standardy branżowe i wymagania funkcjonalne.
Jak wyjaśniono, tolerancje są używane do kontrolowania, o ile wyprodukowana część może odbiegać od swoich nominalnych wymiarów bez wpływu na funkcjonalność. Te tolerancje są kluczowe dla zapewnienia wymienności, dopasowania, funkcji i możliwości produkcji.
Oto główne typy tolerancji powszechnie stosowane w projektowaniu części:
1. Tolerancje Wymiarowe
dotyczą rozmiaru cech takich jak długości, średnice, grubości, itp.
- Tolerancje liniowe: np. 50 ± 0,1 mm
- Tolerancje kątowe: np. 90° ± 0,5°
- Często definiowane przy użyciu ISO 2768-1 dla ogólnych tolerancji, gdy nie są wyraźnie określone.
2. Tolerancje Geometryczne (GD&T)
Zdefiniowane przez BS 8888 (brytyjski standard zgodny z ISO 1101)
Kontrolują kształt, orientację i położenie cech poza samym rozmiarem.
Główne typy:
- Tolerancje kształtu
- Wyprostowanie
- Płaskość
- Okrągłość
- Cylindryczność
- Tolerancje orientacji
- Prostopadłość
- Równoległość
- Kątowość
- Tolerancje położenia
- Pozycja
- Współosiowość
- Symetria
- Tolerancje bicia
- Bicie okrągłe
- Całkowite bicie
Każda ma określony symbol używany w ramce kontroli cech na rysunku technicznym.
3. Tolerancje Tekstury Powierzchni
- Określają chropowatość lub wykończenie powierzchni części.
- Wskazywane za pomocą symboli takich jak Ra (średnia chropowatość).
- Regulowane przez BS EN ISO 1302.
4. Tolerancje Pasowań i Ograniczeń (System Otwór/Wał)
- Określa, jak ciasno lub luźno dwie współpracujące części pasują do siebie.
- Regulowane przez BS EN ISO 286 (wcześniej BS 4500).
- Używa klas tolerancji (IT01–IT16) i kodów literowych dla otworów (H, G, itp.) i wałów (h, g, itp.)
- Np. H7/g6 = pasowanie ślizgowe
Rodzaje pasowań:
- Dopasowanie prześwitu
- Pasowanie przejściowe
- Pasowanie wciskowe
5. Tolerancje Położenia i Oparte na Odniesieniach
- Kontrolują, gdzie cechy muszą być zlokalizowane w stosunku do siebie lub do odniesienia.
- Często używane z GD&T.
Tabela Podsumowująca
| Typ | Kontrolowana Cech | Przykład / Standard |
|---|---|---|
| Wymiarowa | Rozmiar (długość, średnica) | ISO 2768-1, BS 8888 |
| Geometryczna (GD&T) | Kształt, położenie | ISO 1101, BS 8888 |
| Tekstura Powierzchni | Wykończenie, chropowatość | ISO 1302 |
| Ograniczenia i Pasowania | Części współpracujące | ISO 286, BS EN ISO 286 |
| Położeniowa | Lokalizacja względna | Ramka kontroli cech GD&T |
Kluczowa Terminologia w Tolerancjach Rozmiaru
Nieporozumienia dotyczące terminów związanych z tolerancjami mogą prowadzić do błędów projektowych. Aby zapewnić dokładność, przedstawimy poniżej definicje oparte na międzynarodowych standardach:
| Termin | Definicja |
|---|---|
| Geometria Rozmiaru | Kształt geometryczny określony przez pomiary długości lub kąta. |
| Rozmiar Nominalny | Teoretycznie doskonały wymiar pokazany na rysunku. |
| Granice Tolerancji | Maksymalny i minimalny dopuszczalny rozmiar cechy. |
| Górna Granica | Największy dopuszczalny rozmiar. |
| Dolna Granica | Najmniejszy dopuszczalny rozmiar. |
| Wartość Tolerancji | Różnica między górną a dolną granicą. |
| Odchylenie Górne | Odchylenie od rozmiaru nominalnego do górnej granicy. |
| Odchylenie Dolne | Odchylenie od rozmiaru nominalnego do dolnej granicy. |
| Klasa Tolerancji | Połączenie podstawowych tolerancji i podstawowych klas rozmiarów. |
Dlaczego Zrozumienie Tolerancji Jest Ważne
Wybór odpowiedniej tolerancji jest kluczowy dla zrównoważenia precyzji, możliwości produkcji i kosztów. Zbyt ciasne tolerancje mogą zwiększyć złożoność obróbki i koszty, podczas gdy zbyt luźne tolerancje mogą prowadzić do problemów z montażem. Przestrzegając standardów branżowych i poprawnie definiując tolerancje, inżynierowie mogą poprawić wydajność produkcji i zapewnić kompatybilność części.
Tolerancje ogólne: Standard dla zmienności wymiarowej
Gdy wymiar jest określony z tolerancją ±0,1, producenci zwracają szczególną uwagę na zmienność. Ale co się dzieje, gdy wymiar jest podany bez tolerancji? Jak określamy akceptowalny zakres zmienności?
Odpowiedź leży w tolerancjach ogólnych, znanych również jako tolerancje standardowe lub zwykłe dopuszczalne odchylenia w projektowaniu i produkcji. Są to zdefiniowane wcześniej tolerancje, które mają zastosowanie, gdy nie są określone tolerancje wyraźne, pomagając utrzymać rysunki techniczne czyste i przejrzyste.
Zrozumienie tolerancji ogólnych
Jeśli wymiar jest pokazany bez tolerancji, standardowa praktyka zakłada równy zakres tolerancji po obu stronach plus i minus, skupiony wokół wymiaru nominalnego. Oznacza to, że niezależnie od tego, czy część jest wyprodukowana nieco większa czy mniejsza, dopóki mieści się w dozwolonym zakresie, jest akceptowalna.
Konkretne wartości tolerancji ogólnych różnią się w zależności od metody produkcji. Poniżej skupiamy się na powszechnych tolerancjach ogólnych dla procesów obróbki, opartych na standardach.
Tabela 5-2 Tolerancje ogólne dla wymiarów długości z wyłączeniem fazowania (JIS B 0405-1991 ~ W przypadku cięcia)
| Klasa tolerancji | Klasyfikacja standardowych wymiarów | 0,5 do 3 | Powyżej 3 ≤ 6 | Powyżej 6 ≤ 30 | Powyżej 30 ≤ 120 | Powyżej 120 < 400 | Powyżej 400 < 1000 | Powyżej 1000 < 2000 | Powyżej 2000 < 4000 |
|---|---|---|---|---|---|---|---|---|---|
| Tolerancja | Klasa dokładna | ±0,05 | ±0,05 | ±0,1 | ±0,15 | ±0,2 | ±0,3 | ±0,5 | – |
| Średnia | ±0,1 | ±0,1 | ±0,2 | ±0,3 | ±0,5 | ±0,8 | ±1,2 | ±2 | |
| Klasa zgrubna | ±0,2 | ±0,3 | ±0,5 | ±0,8 | ±1,2 | ±2 | ±3 | ±4 | |
| Bardzo gruboziarniste | – | ±0,5 | ±1 | ±1,5 | ±2,5 | ±4 | ±6 | ±8 |
Tabela 5-3 Tolerancja ogólna długości fazowania (JIS B 0405-1991 ~ Dla cięcia)
| Klasa Tolerancji | Klasyfikacja standardowych wymiarów | ||
| Wyjaśnienie | 0,5 lub więcej 3 lub mniej | Powyżej 3 6 lub mniej | Powyżej 6 |
| Tolerancja | |||
| Klasa dokładna | ±0,2 | ±0,5 | ±1 |
| Średnia | |||
| Gruba klasa | ±0,4 | ±1 | ±2 |
Tabela 5-4 Tolerancje ogólne dla wymiarów kątowych (JIS B 0405-1991 – dla cięcia)
| Klasa Tolerancji | Długość krótszego boku kąta w pytaniu | ||||
| wyjaśnienie | 10 lub mniej | Powyżej 10 | Powyżej 50 | Powyżej 120 | Powyżej 400 |
| Poniżej 50 | Poniżej 120 | Poniżej 400 | |||
| Tolerancja | |||||
| Klasa dokładna | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| Średnia | |||||
| Klasa zgrubna | ±1°30′ | ±1° | ±30′ | ±15′ | ±10′ |
| Bardzo gruboziarniste | ±3° | ±2° | ±1° | ±30′ | ±20′ |
Klasy tolerancji obróbki
Tolerancje ogólne dla obróbki są klasyfikowane na cztery klasy:
- Klasa dokładna (f) – Wysoka precyzja
- Klasa średnia (m) – Standardowa precyzja
- Klasa zgrubna (c) – Niższa precyzja
- Klasa bardzo zgrubna (v) – Zgrubna obróbka
Jak poprawnie określać tolerancje wymiarowe
W przypadkach, gdy tolerancje ogólne są niewystarczające, należy określić ciaśniejsze tolerancje, aby spełnić wymagania funkcjonalne i montażowe. Jednakże, niepotrzebnie ścisłe tolerancje zwiększają koszty obróbki wykładniczo, ponieważ mniej producentów jest w stanie osiągnąć ekstremalną precyzję.
1. Jak wskazywać tolerancje rozmiaru
Dla tolerancji rozmiaru, dopuszczalne odchylenie jest zapisywane obok wymiaru nominalnego. Jeśli górne i dolne odchylenia nie są symetryczne, są zapisywane ułożone jedno nad drugim względem wartości nominalnej.
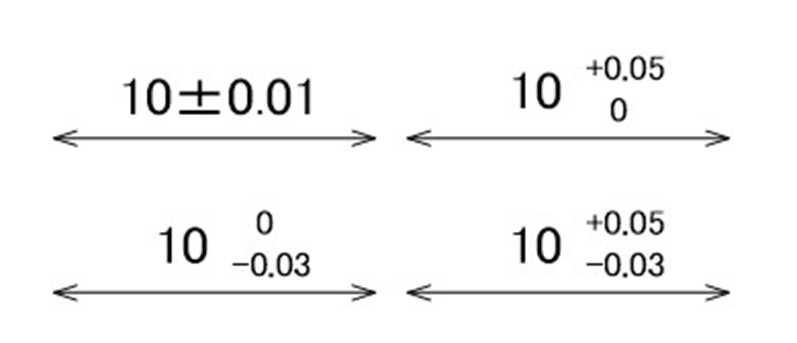
Tolerancja rozmiaru nie musi być równomiernie rozłożona wokół wymiaru nominalnego. Możliwe jest przesunięcie tolerancji w stronę dodatnią lub ujemną (powszechnie nazywane tolerancją jednostronną w ustawieniach projektowych).
W ten sposób projektanci wyrażają swoje zamierzenia projektowe na rysunkach, celując w średni, górny lub dolny zakres względem wymiaru nominalnego. Jednak ważne jest, aby pamiętać, że tokarze zazwyczaj celują w środek dozwolonego zakresu tolerancji podczas produkcji.
Nie ma ścisłych regulacji dotyczących rozmiaru czcionki dla wartości tolerancji. Według przykładów JIS, wartości tolerancji są zapisywane w tym samym rozmiarze czcionki co liczby wymiarowe. Dopóki tekst jest czytelny, domyślne ustawienia w oprogramowaniu CAD powinny być wystarczające.
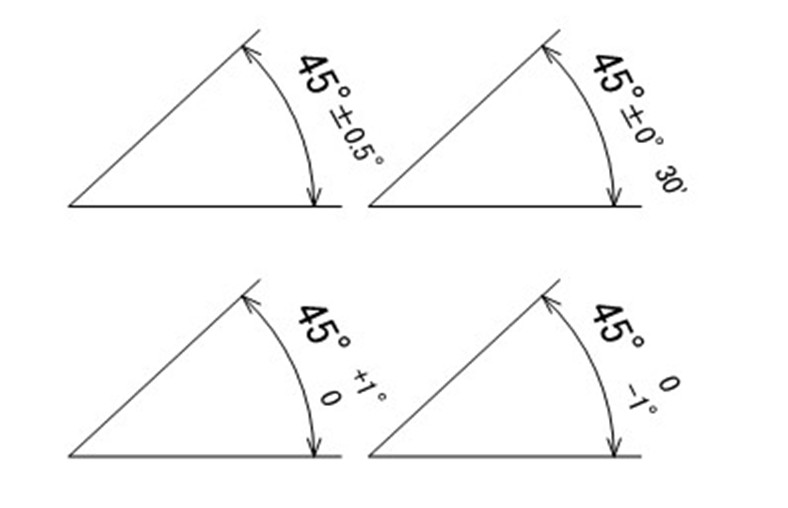
2. Wskazywanie tolerancji rozmiaru kątowego
Notacja dla tolerancji rozmiaru kątowego podąża za tym samym formatem co tolerancja rozmiaru. Jednak wymiary kątowe wymagają symboli jednostek, a system sześćdziesiątkowy (base-60) jest zazwyczaj używany, reprezentowany w stopniach (°), minutach (′) i sekundach (″).
Jak należy interpretować minuty (′) i sekundy (″)?
Działa to podobnie jak zegar: gdy minie 60 minut, tworzą 1 stopień, przechodząc do następnej jednostki. Ta metoda liczenia jest znana jako system sześćdziesiątkowy.
W przeciwieństwie do tego, regularna notacja numeryczna podąża za systemem dziesiętnym, gdzie 9 przechodzi na 10. Poniższa tabela zapewnia konwersję między minutami kątowymi (′) w systemie sześćdziesiątkowym a stopniami dziesiętnymi.
Tabela konwersji kątów (Minuty na stopnie dziesiętne)
| Minuty (′) | Stopnie dziesiętne | Minuty (′) | Stopnie dziesiętne | Minuty (′) | Stopnie dziesiętne | Minuty (′) | Stopnie dziesiętne |
| 1′ | 0,0167° | 16′ | 0,2667° | 31′ | 0,5167° | 46′ | 0,7667° |
| 2′ | 0,0333° | 17′ | 0,2833° | 32′ | 0.5333° | 47′ | 0.7833° |
| 3′ | 0.0500° | 18′ | 0.3000° | 33′ | 0.5500° | 48′ | 0.8000° |
| 4′ | 0.0667° | 19′ | 0.3167° | 34′ | 0.5667° | 49′ | 0.8167° |
| 5′ | 0.0833° | 20′ | 0.3333° | 35′ | 0.5833° | 50′ | 0.8333° |
| 6′ | 0.1000° | 21′ | 0.3500° | 36′ | 0.6000° | 51′ | 0.8500° |
| 7′ | 0.1167° | 22′ | 0.3667° | 37′ | 0.6167° | 52′ | 0.8667° |
| 8′ | 0.1333° | 23′ | 0.3833° | 38′ | 0.6333° | 53′ | 0.8833° |
| 9′ | 0.1500° | 24′ | 0.4000° | 39′ | 0.6500° | 54′ | 0.9000° |
| 10′ | 0.1667° | 25′ | 0.4167° | 40′ | 0.6667° | 55′ | 0.9167° |
| 11′ | 0.1833° | 26′ | 0.4333° | 41′ | 0.6833° | 56′ | 0.9333° |
| 12′ | 0.2000° | 27′ | 0.4500° | 42′ | 0.7000° | 57′ | 0.9500° |
| 13′ | 0.2167° | 28′ | 0.4667° | 43′ | 0.7167° | 58′ | 0.9667° |
| 14′ | 0.2333° | 29′ | 0.4833° | 44′ | 0.7333° | 59′ | 0.9833° |
| 15′ | 0.2500° | 30′ | 0.5000° | 45′ | 0.7500° | 60′ | 1.0000° |
Podczas określania tolerancji kątowych wybór pomiędzy notacją dziesiętną a notacją sześćdziesiętną zazwyczaj zależy od preferencji projektanta.
Nagromadzenie tolerancji
Aby zbadać, jak metody wymiarowania wpływają na zmienność, wymiarowanie szeregowe i wymiarowanie równoległe zostały zilustrowane przy użyciu tolerancji ogólnych (średnia klasa) (zobacz Rysunki 5-3 i 5-4).
Przeanalizujmy dwa kluczowe wymiary—całkowitą szerokość (90 mm) i szerokość rowka (30 mm)—aby ocenić zmiany wymiarów po obróbce.
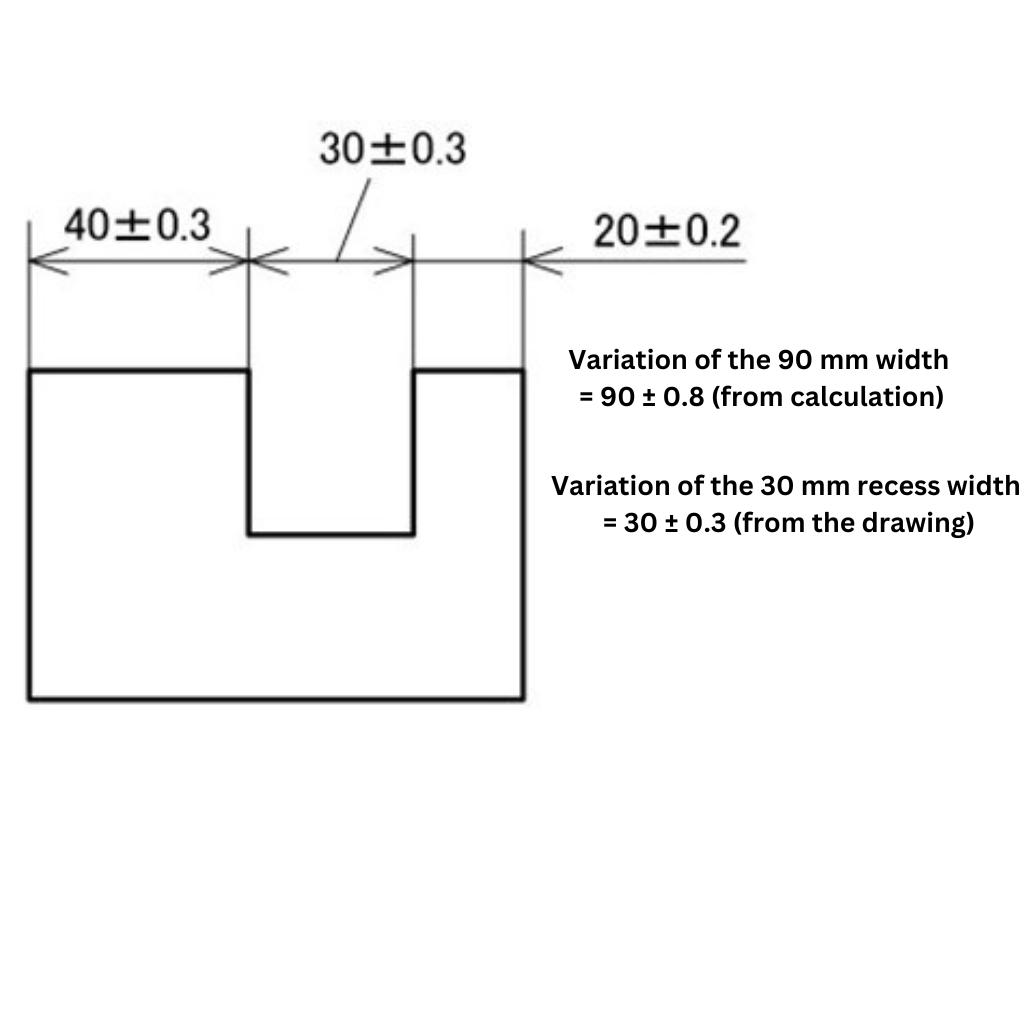
Całkowita szerokość
- Wymiarowanie sekwencyjne: 90 ± 0,8 mm
- Kumulacyjna kalkulacja tolerancji: [±0,3] + [±0,3] + [±0,2] = ±0,8
- Wymiarowanie równoległe: 90 ± 0,3 mm (bezpośrednio odczytywane z oznaczenia wymiaru)
Z tego widzimy, że zmienność wymiarowa w wymiarowaniu sekwencyjnym jest o 0,5 mm większa niż w wymiarowaniu równoległym.
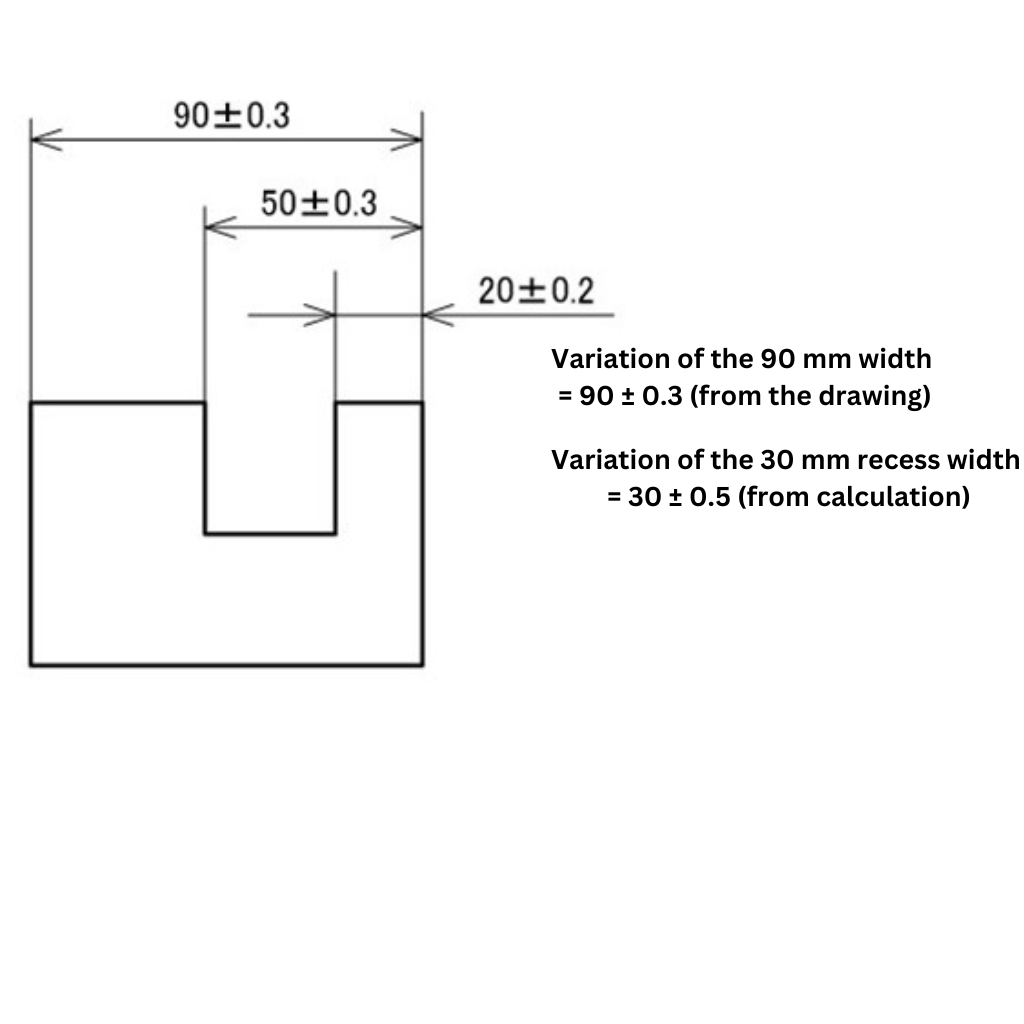
Szerokość rowka
- Wymiarowanie sekwencyjne: 30 ± 0,3 mm (bezpośrednio odczytywane z oznaczenia wymiaru)
- Wymiarowanie równoległe: 30 ± 0,5 mm
- Kumulacyjna kalkulacja tolerancji: [±0.3] + [±0.2] = ±0.5
Uwaga: Podczas gdy podstawowy wymiar jest określany poprzez odejmowanie, tolerancje są kumulatywne i muszą być dodawane. W rezultacie, zmienność szerokości rowka w wymiarowaniu równoległym jest 0,2 mm większa niż w wymiarowaniu sekwencyjnym.
Ten przykład podkreśla, że obie metody wymiarowania mają zalety i wady w zależności od specyficznej cechy części.
Jednakże obowiązuje ogólna zasada:
- Krytyczne wymiary funkcjonalne powinny być zawsze bezpośrednio określone, aby zminimalizować wariacje.
- Unikaj polegania na obliczeniach addytywnych lub subtraktywnych dla istotnych wymiarów.
Innymi słowy, jeśli dokładne rozmiary wypukłości i rowka są bardziej krytyczne niż całkowita długość 90 mm, preferowaną metodą wymiarowania jest ta pokazana na Rysunku 5-3. Z drugiej strony, jeśli całkowita długość 90 mm lub pozycja rowka od prawej krawędzi jest ważniejsza niż szerokość rowka 30 mm, metoda wymiarowania na Rysunku 5-4 jest bardziej odpowiednia.
Zrozumienie typów dopasowania: podstawowa wiedza dla precyzyjnej obróbki
Podczas montażu komponentów, zapewnienie precyzyjnego wyrównania lub kontrolowanego ruchu jest niezbędne. To tutaj „fits” wchodzą do gry.
Pasowanie odnosi się do wymiarowego związku między otworem a wałem przed montażem. Istnieją trzy główne typy, z których każdy jest dostosowany do różnych zastosowań:
- Pasowanie luźne: Używane do pozycjonowania nieruchomych elementów lub umożliwiania ruchu w obracających się/przesuwających częściach.
- Pasowanie wciskowe: Używane, gdy elementy muszą być wciskane i trwale zabezpieczone.
- Pasowanie przejściowe: Zmienny rodzaj pasowania, który może zachowywać się jako pasowanie luźne lub pasowanie ciasne, w zależności od wariacji tolerancji. Z powodu tej nieprzewidywalności projektanci rzadko preferują pasowania przejściowe, chyba że jest to absolutnie konieczne.
Jak określić pasowania w rysunkach technicznych
Klasyfikacje pasowań ustandaryzowanego systemu notacji, łącząc wielką lub małą literę z oceną numeryczną w celu zdefiniowania klas tolerancji. Ta notacja jest uznawana na całym świecie.
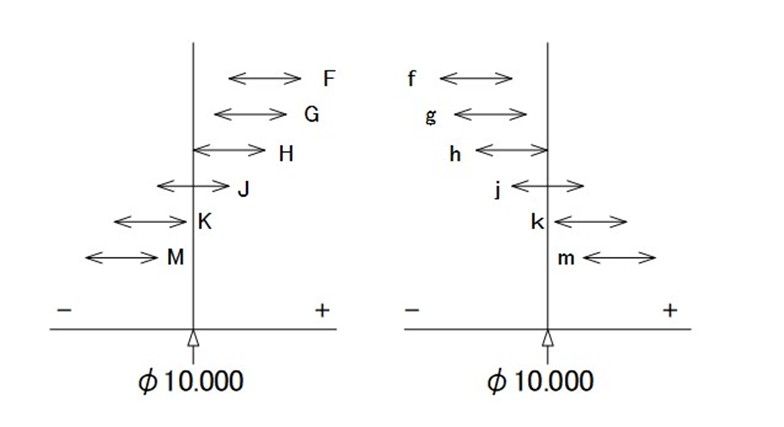
- Dla otworów (wewnętrzne cechy jak rowki), używana jest wielka litera → Przykład: φ10H7
- Dla wałów (zewnętrzne cechy jak występy) używa się małej litery → Przykład: φ10h7
Symbol alfabetyczny reprezentuje położenie strefy tolerancji względem nominalnego rozmiaru (czy jest przesunięty w stronę dodatnią czy ujemną). Poniższy obrazek przedstawia wizualizację tego konceptu.
Podsumowanie
W tej sesji zbadaliśmy ogólne tolerancje, tolerancje wymiarowe i symbole klas tolerancji pasowania. Te symbole są zgodne z globalnie uznawanymi standardami, co czyni je uniwersalnie stosowanymi w międzynarodowej produkcji. Jako projektant, ważne jest, aby pamiętać o następujących kwestiach:
- Zrozum obecność i wartości ogólnych tolerancji przed przypisaniem jakiejkolwiek specyficznej tolerancji.
- Tolerancje związane z rozmiarem są określane jako „tolerancje rozmiaru”.
- Zbyt rygorystyczne tolerancje zwiększają trudność obróbki, co prowadzi do wyższych kosztów.
- Układ wymiarów może odróżniać cechy krytyczne od niekrytycznych.
- Dla dopasowań o wysokiej precyzji, klasy tolerancji powinny być wyrażane za pomocą standardowej notacji.
