BLOG » Bohrungen für Ihre Komponenten – meviy guide
Bohrungen für Ihre Komponenten – meviy guide
Ein gemeinsames Verständnis darüber, wie Bauteile hergestellt werden, ist in der Tat der Schlüssel zur Verbesserung des Beschaffungsprozesses für Konstrukteure und Designer. Aus diesem Grund erweitern wir unseren „meviy guide“ für die Konstruktion von Bauteilen. In diesem Blogbeitrag geht es um die grundlegenden Konstruktionsüberlegungen zur Bearbeitung von Bohrungen. Wir werden sehen, was die verschiedenen Arten von Bohrungen sind und wie Sie diese für Ihre spezifischen Bauteile konstruieren und dabei einige der häufigsten Fehler vermeiden können.
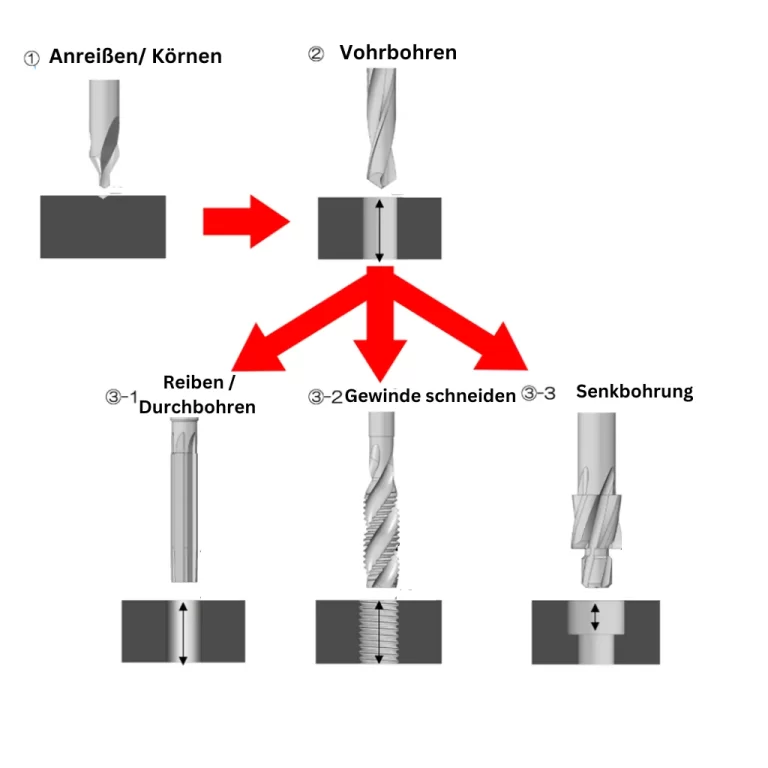
Beim Zentrierbohren wird mit einem speziellen Werkzeug, dem Zentrierbohrer, eine kleine Vertiefung, das so genannte Der Zweck dieser Vertiefung ist es, eine präzise Positionierung der nachfolgenden Bohrungen zu gewährleisten.
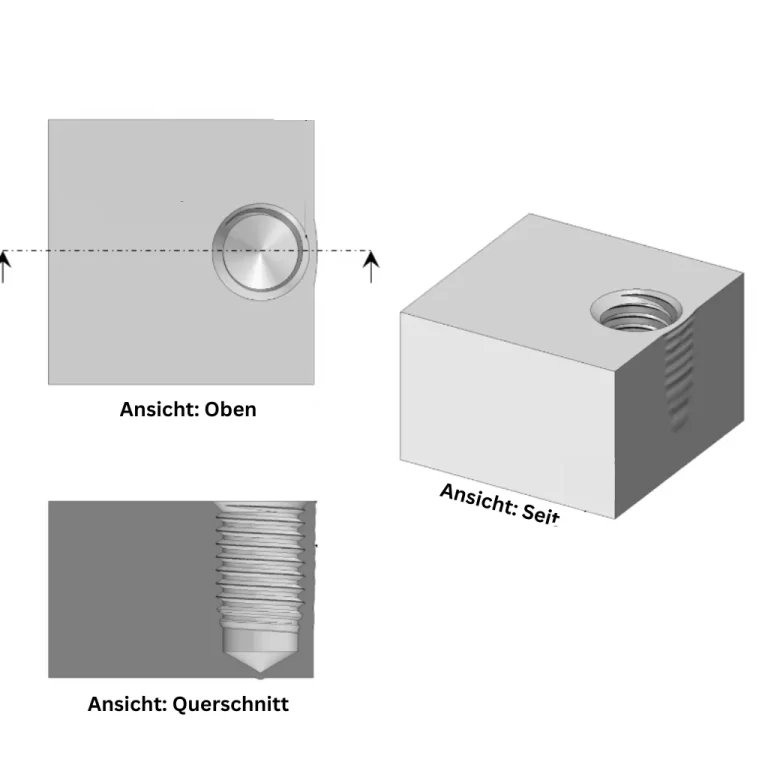
Das Senkbohren ist eine Technik, mit der sichergestellt wird, dass der Schraubenkopf nicht über die Oberfläche hinausragt. Es ist zwar möglich, das Senkbohren mit einem normalen Fräser auszuführen, aber für das standardisierte Senkbohren von Schrauben werden häufig spezielle Schneidwerkzeuge für das Senkbohren verwendet.
Bei der Erstellung von Bohrungen für die Befestigung von Teilen mit Schrauben ist das Gewindeschneiden tatsächlich die beste Option. Nach dem anfänglichen Bohren wird das Gewindeloch durch Gewindebohren hergestellt. Zu diesem Zweck wird ein spezielles Schneidwerkzeug verwendet, und bei der CNC-Bearbeitung wird ein spezielles Programm, ein sogenannter Gewindebohrzyklus, eingesetzt.
Das grundlegende Verfahren zur Bearbeitung dieser Art von Bohrungen besteht in der Verwendung eines Werkzeugs, das als Bohrer bezeichnet wird. Er ist auf der Spindel einer Maschine montiert und wird gedreht, während er in einer linearen Bewegung auf und ab bewegt wird. Der Bohrvorgang wird durch wiederholtes Eintauchen des Bohrers in das Werkstück ausgeführt.
Lassen Sie uns nun einige häufige Probleme erörtern, die bei der Bearbeitung von Bohrungen auftreten. Es kann in der Tat zu Missverständnissen und Fehlanpassungen zwischen den Anforderungen des Konstrukteurs und den Kapazitäten des Lieferanten kommen. Im Folgenden stellen wir Ihnen häufige Probleme im Zusammenhang mit Bohrungen vor, und wir hoffen, dass Sie sie hilfreich finden, um besser zu lernen, wie Sie Bohrungen für Ihre kundenspezifischen Teile entwerfen.
Ein weiterer wichtiger Faktor, der zu Problemen mit Bohrungen führen kann, ist das Vorhandensein von Bohrungen in der Nähe eine Kante: Bei der Bearbeitung von Bohrungen wird das Material durch den Bohrer nach außen gedrückt. Wenn Sie versuchen, eine Bohrung sehr nahe an der Kante zu erzeugen, wobei der Abstand zur Seite minimal ist, kann die Oberfläche der Bearbeitungskraft nicht standhalten. Dies führt zu einer Ausbeulung oder Verformung der Seite.
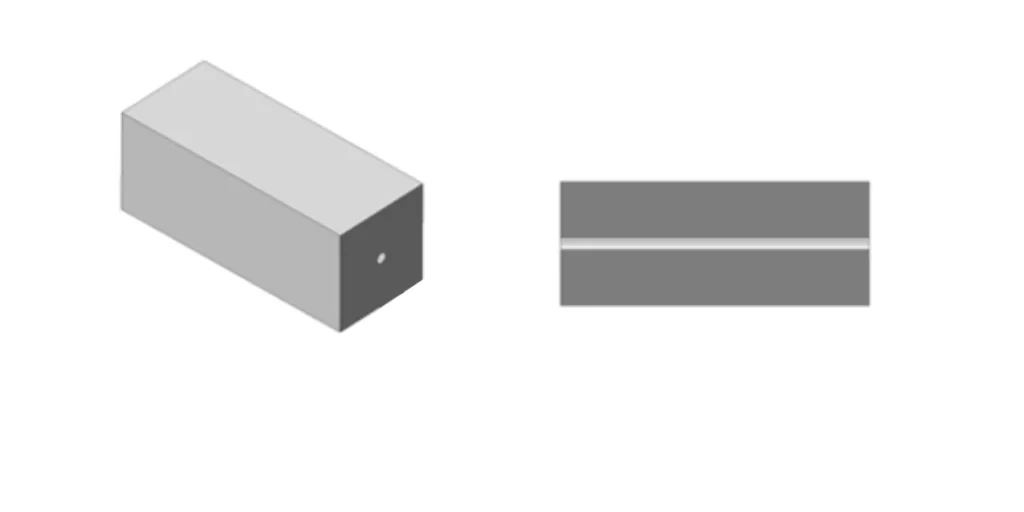
Bei Durchgangsbohrung besteht jedoch die Möglichkeit, die Auswirkungen der Biegung zu minimieren, indem man die Bohrung zur Hälfte von beiden Seiten auszuführen. Diese Art der Bearbeitung ist gemeinhin als „