 Deutsch
Deutsch Français
Français Español
Español Italiano
Italiano Polski
PolskiBLOG » CNC Milling and Turning: An Overview On Differences And Uses
CNC Milling and Turning: An Overview On Differences And Uses
Milling and turning are the core methods of CNC machining, each shaping material in distinct ways to deliver accurate, repeatable parts. This overview explains how the processes work, when to choose each, and how meviy by MISUMI enables rapid quoting and manufacturability feedback for milling and turning—so you can move from CAD to components with confidence. Throughout, we compare milling vs turning and introduce options such as a mill turn machine for parts that require both operations.
CNC Turning: Principles and Applications
Turning is a subtractive process in which the workpiece rotates while a stationary or steadily fed cutting tool shapes the exterior or interior. It excels at producing cylindrical features, concentric bores, and precise diameters.
Common materials include aluminium, steels, stainless steels, copper alloys, and engineering plastics. Typical tools are indexable carbide inserts for roughing and finishing, boring bars for internal features, grooving and parting tools, and threading inserts for both external and internal threads.
CNC Turning’s strengths include:
- high concentricity for shafts, pins, bushings, and hubs;
- efficient production of round components with tight diameter tolerances;
- superior surface finish on rotational features;
- and accurate formed details such as grooves, tapers, and radii.
Core operations include facing, OD/ID turning, boring, grooving, parting-off, on-centre drilling, and thread turning. In thread turning, a single-point insert follows a helical path synchronised with spindle rotation to cut the thread profile directly on the lathe. Typical applications of CNC turning include precision shafts, threaded sleeves, press-fit pins, and thin-walled bushings.
CNC Milling: Capabilities and Techniques
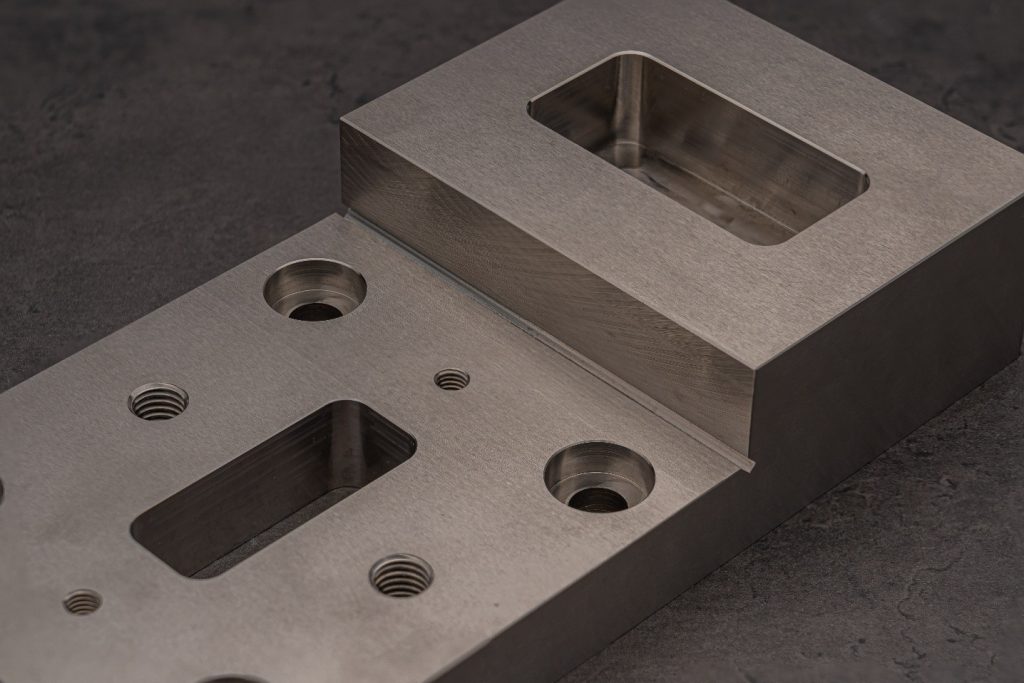
Milling uses a rotating, multi-edge cutter while the workpiece is clamped and translated along X, Y, and Z axes. It is ideal for prismatic parts with flats, slots, pockets, and complex 3D surfaces. Multi-axis machines add rotary motions to reach undercuts and compound angles.
Typical milling operations include:
- face milling for planar surfaces;
- end milling for pockets, slots, and vertical walls;
- contouring and 3D surfacing;
- and drilling, tapping, and reaming carried out on the mill.
Thread milling creates threads by driving a rotating cutter along a controlled helical path.
CNC milling offers geometric versatility in different applications:
- pockets, bosses, and intersecting features
- efficient production of fixtures, housings, plates, and brackets;
- consolidation of multiple operations in one setup;
- and adaptable tooling for diverse materials.
meviy supports milling by validating feature feasibility—such as minimum wall thickness, tool reach, and corner radii—and proposing practical adjustments to keep parts manufacturable and cost-effective. Common applications of CNC milling include heat-sink plates, instrument brackets, valve bodies, and complex housings.
Milling vs Turning: Choosing the Right Process
The fundamental difference is motion: in turning, the workpiece rotates and the cutting tool feeds linearly; in milling, the tool rotates and the workpiece moves beneath it along controlled axes. Turning is optimised for round, symmetric parts, while milling handles prismatic and complex geometries. Surface generation also differs—turning yields continuous helical toolmarks, whereas milling produces scallops dictated by tool diameter and step-over. Understanding milling vs turning helps align tolerances, finishes, and lead times with the right setup.
Select turning for components defined by diameters, tapers, shoulders, or concentric bores—such as shafts, sleeves, and hubs. Choose milling for plates, brackets, housings, and parts with pockets, slots, and angled faces. If a part includes both rotational and prismatic features, you may require both processes or a mill turn machine. A modern turn mill or mill turn CNC can combine operations in one setup, reducing handling and improving positional accuracy.
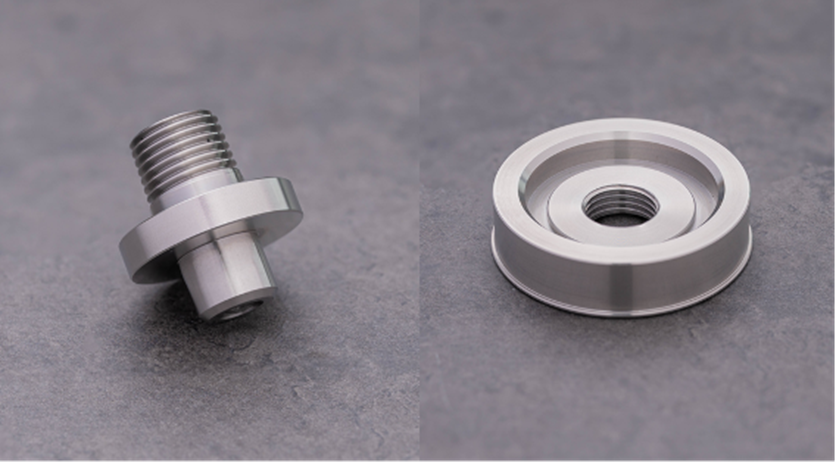
Threading strategies vary by process. Thread turning uses a single-point insert, synchronised with spindle rotation, and is fast for standard diameters on lathes. Thread milling uses a rotating cutter moving helically, which is well suited to large diameters, hard materials, adjustable fit requirements, and threads close to shoulders. For example, consider a stainless hub with tight OD tolerances and an internal thread: turning establishes the outer diameter and bore concentricity; thread milling then finishes the internal thread to control fit while minimising tool pressure and risk of distortion. On mill turn equipment, both can be executed efficiently in one clamping.
Table — Milling vs Turning Overview
| Aspect | Turning | Milling |
|---|---|---|
| Primary Motion | Workpiece rotates; cutting tool feeds linearly. | Tool rotates; workpiece moves along controlled axes. |
| Best For | Round or symmetric parts: shafts, sleeves, hubs, diameters, tapers, shoulders, concentric bores. | Prismatic or complex geometries: plates, brackets, housings, pockets, slots, angled faces. |
| Surface Characteristics | Continuous helical toolmarks. | Scallops defined by tool diameter and step-over. |
| Geometric Strengths | Excellent for cylindrical accuracy and concentricity. | Ideal for multi-face machining and intricate 3D features. |
| Combined Processes | May require milling if prismatic features exist; also used in mill-turn machines. | May require turning if rotational features exist; compatible with mill-turn machines. |
| Threading Method | Thread turning with a single-point insert, synchronised with spindle rotation. | Thread milling with a rotating cutter moving helically; suited to large diameters, hard materials, adjustable fit, and threads near shoulders. |
| Example Use Case | Establishing OD and bore concentricity on a stainless hub before thread milling. | Finishing internal threads on the same hub with controlled fit and reduced tool pressure. |
How meviy Enhances Milling and Turning
meviy supports both CNC milling and CNC turning, offering engineers a broad material portfolio, consistent accuracy standards, and a growing range of post-processing options. These capabilities allow designers to select the most suitable manufacturing route—milling for prismatic geometries and complex 3D shapes, turning for rotational features and tight concentricity—while maintaining reliable quality across diverse applications.
CNC Milling on meviy
meviy’s milling service covers steel, pre-hardened steel, aluminium, stainless steel, engineering resins, and copper/brass, supported by an extensive list of surface treatments.
- Steels: EN 1.0038 (various forms), EN 1.1206, EN 1.1191, EN 1.7220, EN 1.2510, EN 1.1545, with treatments including black oxide, electroless nickel, hard chrome, trivalent chromate, LTBC, manganese phosphating, and nitriding.
- Pre-hardened steels: NAK55, EN 1.2379, DC53®.
- Aluminium: EN AW-2017, 5052, 5083, 6061, 6063, 7075 with options such as standard anodising, hard anodising, and electroless nickel.
- Stainless steels: EN 1.4301, 1.4305, 1.4401, 1.4404, 1.4016.
- Resins: POM, MC Nylon variants, Bakelite, PTFE, UHMWPE, ABS, PEEK, PP, PET-GF, PPS.
- Copper & Brass: EN CW004A, CW008A, CW509L, CW614N, the new materials launched in November 2025.
Additional milling features include engraving (3–30 mm), threaded holes from M2 to M36 (including UNC/UNF and threaded inserts), and heat treatment options from conventional to vacuum hardening up to 63 HRC.
Accuracy standards for milling follow JIS B 0405/0419 or GB/T 1804/1184 for Economy parts, with ±0.01 mm or tighter dimensional tolerances, IT6–IT7 tolerance grades, flatness/perpendicularity/parallelism of 0.02/100 mm, and surface roughness from Ra 0.4 to 6.3.
CNC Turning on meviy
For rotational components, meviy offers CNC turning with an equally wide material range, including steels, stainless steels, aluminium, copper, and multiple engineering plastics.
- Steels: EN 1.1191, 1.0038, 1.7220, 1.2510, 1.2379, 1.2344, 1.3505 with surface options such as black oxide, electroless nickel, hard chrome, LTBC, trivalent chromate, manganese phosphating, and salt-bath nitriding.
- Stainless steels: EN 1.4301, 1.4305, 1.4401, 1.4125.
- Aluminium: EN AW-2017, 6061, 5056, 7075 with standard or hard anodising.
- Copper: EN CW614N.
- Resins: POM, MC Nylon variants, ABS, PEEK, PPS, Acrylic, PC, PP, PVC, UHMWPE, PTFE.
Turning accuracy standards include IT6 or better for metals, IT7 or better for resins, dimensional tolerances starting at ±0.02 mm for metals, ±0.05 mm for resins, and geometric tolerances between 0.01 and 0.1 mm. Supported surface roughness levels include Ra 1.6, 3.2, and 6.3.
Importantly, engraving is now also available for CNC turning, enabling identification marks, part numbers, and functional labelling directly on turned components in the same manner as milling.
Conclusion
CNC milling and turning remain the two foundational techniques of modern machining, each offering strengths that suit different geometries, tolerances, and production requirements. Turning delivers unmatched concentricity and efficiency for cylindrical components, while milling offers the flexibility needed for prismatic shapes, intersecting features, and complex 3D surfaces. For many engineering teams, the challenge lies in selecting the right process—or combination of processes—to achieve the required performance, quality, and lead time.
Digital manufacturing platforms such as meviy by MISUMI streamline this decision-making by analysing uploaded CAD data and automatically identifying whether milling, turning, or both operations are the most suitable route. Engineers receive fast, consistent quotes and feedback on manufacturability, enabling them to refine designs early and avoid downstream issues linked to tool reach, feature geometry, or material selection. Whether the part requires tight OD tolerances, deep pockets, internal threads, or both rotational and prismatic features, meviy helps teams move efficiently from design to production with reliable CNC machining capabilities.
FAQ
What is the main difference between CNC milling and turning?
CNC turning rotates the workpiece while a fixed cutting tool shapes its exterior or interior. CNC milling rotates the tool while the workpiece moves along linear axes. Turning is generally used for round components, whereas milling handles prismatic or complex geometries.
When should I choose turning instead of milling?
Turning is preferred for shafts, bushings, pins, hubs, and any part that depends on precise diameters, tight concentricity, or cylindrical accuracy. It is also efficient for producing threaded or grooved rotational features.
When is milling the better option?
Choose milling for brackets, housings, fixtures, plates, heat sinks, and parts with pockets, slots, or angled faces. Milling is also the go-to for multi-face machining and features that require complex 3D profiling.
Can CNC machines work with metals like copper and brass?
Absolutely. Both milling and turning support copper and brass alloys, though these materials require specific tool geometries and cutting parameters due to their softness and tendency to form burrs. Platforms like meviy offer several copper and brass grades—including CW004A, CW008A, CW509L, and CW614N—for both milling and turning applications.
How does meviy determine whether a part should be milled or turned?
meviy analyses the uploaded 3D CAD model and automatically identifies machining features—such as cylindrical surfaces, pockets, threads, or slots—to determine whether milling, turning, or a combination of both is required. The platform applies real machining rules, ensuring that the selected process reflects practical shop-floor capability.
What materials for milling and turning are available on meviy?
meviy offers a broad portfolio across metals and engineering plastics, including steels, pre-hardened steels, aluminium alloys, stainless steels, copper, brass, and multiple resin grades. Newly added copper and brass materials (CW004A, CW008A, CW509L, CW614N) are now quotable for milling, expanding options for thermal, electrical, and decorative applications.
What accuracy standards does meviy follow for CNC machining?
For milling, meviy uses JIS B 0405/0419 or GB/T 1804/1184 accuracy depending on part type, with dimensional tolerances from ±0.01 mm and geometric tolerances such as flatness, parallelism, and perpendicularity at 0.02/100 mm. Turning parts follow IT6 (metals) and IT7 (resins), with tolerances typically starting from ±0.02 mm.
