English
English Français
Français Español
Español Italiano
Italiano Polski
PolskiBLOG » Kostentreiber bei der CNC-Bearbeitung: Was die Kosten von CNC-Teilen wirklich erhöht
Kostentreiber bei der CNC-Bearbeitung: Was die Kosten von CNC-Teilen wirklich erhöht
Sie laden ein 3D-Modell hoch, ein Preis erscheint – und die naheliegende Frage lautet: Warum genau dieser Preis? Ändern Sie eine Wandstärke, wechseln Sie den Werkstoff oder verschärfen Sie eine Toleranz, und die Zahl bewegt sich – mal wenig, mal deutlich. Willkürlich ist daran nichts. Die Kosten einer CNC-Bearbeitung folgen einer überschaubaren, vorhersehbaren Gruppe von Treibern. Sobald Sie diese erkennen, sind die Kosten nicht länger etwas, das Ihrer Konstruktion widerfährt, sondern etwas, das Sie steuern.
Dieser Leitfaden zeigt, was den Preis in einem CNC-Angebot tatsächlich bewegt – Werkstoff, Geometrie, Toleranzen, Oberflächen und Stückzahl – und ebenso wichtig: was Sie bereits in der Konstruktionsphase tun können, um die Kosten zu senken, ohne das Teil zu beeinträchtigen. Während es hier um Kosten geht, behandelt unser Leitfaden zur fertigungsgerechten Konstruktion (Design for Manufacturability) die zugrunde liegenden Geometrieregeln ausführlicher; beide Beiträge ergänzen sich.
1. Wie ein CNC-Angebot kalkuliert wird
Bevor es um die einzelnen Treiber geht, hilft es, die gesamte Gleichung im Kopf zu haben, denn jeder folgende Treiber ist nur ein Term darin. Ein CNC-Angebot setzt sich im Kern zusammen aus:
Rohmaterial + (Maschinenzeit × Stundensatz) + Rüsten + Folgeprozesse + Prüfung – verteilt auf die bestellte Stückzahl.
Von diesen Termen ist die Maschinenzeit meist der größte und variabelste, und allein diese Tatsache erklärt fast alles Weitere. Die meisten „teuren“ Merkmale sind teuer, weil sie länger dauern, nicht wegen eines versteckten Aufschlags. Engere Toleranzen, feinere Oberflächen, tiefe Taschen, harte Werkstoffe – sie alle münden letztlich in mehr Minuten an der Maschine: mehr Schnitte, langsamere Vorschübe, sorgfältigeres Rüsten oder mehr Messzeit.
Das Rohmaterial ist ein realer Kostenpunkt für sich, besonders bei hochwertigen Legierungen und technischen Kunststoffen. Doch bei den meisten Teilen überwiegt die Zeit, die das Zerspanen und Veredeln dieses Materials erfordert, den reinen Materialpreis. Das Rüsten – Aufspannen des Rohteils, Festlegen des Bezugs, Laden und Einfahren des Programms – ist ein Fixkostenpunkt pro Los. Genau deshalb hat die Stückzahl einen so großen Einfluss auf den Stückpreis. Die Prüfung skaliert mit der Strenge der Spezifikation.
Behalten Sie diese Gleichung im Kopf, und der Rest des Beitrags liest sich als gesunder Menschenverstand statt als Liste von Aufschlägen. Bei meviy ist das nicht theoretisch: Da das Sofort-Angebot bei jeder Änderung am Modell neu berechnet wird, sehen Sie in Echtzeit, welche Anpassungen die Zahl bewegen und welche nicht.

2. Werkstoff: Materialpreis und Zerspanbarkeit
In einer Entscheidung verbergen sich zwei Kosten. Die erste ist offensichtlich – was das Rohmaterial pro Kilo kostet. Die zweite ist leiser, oft aber größer: wie schwer sich der Werkstoff zerspanen lässt. Eine günstige Stange, die Werkzeuge verschleißt, langsame Vorschübe erfordert und häufiges Spänebrechen verlangt, kann in der Bearbeitung teurer sein als eine teurere Legierung, die sauber und schnell zerspant. Mit dem Werkstoff wählen Sie beide Zahlen zugleich.
Aluminium ist der Bezugspunkt für günstige Zerspanung. EN AW-6061 zerspant schnell, führt Späne gut ab und liefert eine saubere Oberfläche – die sinnvolle Standardwahl, wann immer die Kosten zählen und die Anwendung es zulässt. EN AW-5052 und EN AW-5083 verhalten sich ähnlich. EN AW-7075 ist deutlich fester, aber härter und „schmieriger“ zu zerspanen, kostet also sowohl beim Material als auch bei der Maschinenzeit mehr; greifen Sie darauf zurück, wenn die Festigkeit wirklich benötigt wird, nicht aus Gewohnheit. Automatenmessing, EN CW614N, gehört zu den am schnellsten zerspanbaren Werkstoffen überhaupt und liefert eine hervorragende Oberfläche, auch wenn das Rohmaterial selbst nicht billig ist.
Stähle decken die größte Bandbreite ab. Baustahl (EN 1.0038) lässt sich problemlos und wirtschaftlich zerspanen. Nichtrostende Stähle wie EN 1.4301 und EN 1.4404 verfestigen sich beim Zerspanen (Kaltverfestigung) – schneidet man zu zaghaft, glasiert die Oberfläche und widersteht dem Werkzeug –, laufen also langsamer und verschleißen Werkzeuge schneller, was die Kosten gegenüber Baustahl bei gleicher Geometrie anhebt. Das teure Ende bilden Werkzeug- und vorgehärtete Stähle: EN 1.2379, EN 1.2344, DC53 und NAK55 sind hart, langsam zu zerspanen und anspruchsvoll für die Werkzeuge – Teile daraus tragen einen realen, unvermeidbaren Aufpreis.
Kunststoffe sind nicht automatisch die günstige Option. POM (Acetal) und PVC lassen sich leicht und wirtschaftlich zerspanen und sind dort eine echte Ersparnis, wo ihre Eigenschaften passen. Technische Kunststoffe wie PEEK, PPS und PTFE haben jedoch hohe Materialkosten und erfordern teils sorgfältige, langsamere Bearbeitung – „ein Kunststoffteil“ ist daher keine Garantie für einen niedrigeren Preis.
| Werkstoffgruppe | Zerspanbarkeit | Materialkosten | meviy-Beispiele |
|---|---|---|---|
| Aluminium | Ausgezeichnet | Niedrig–mittel | EN AW-6061, EN AW-5052, EN AW-7075 |
| Automatenmessing | Ausgezeichnet | Mittel | EN CW614N |
| Baustahl | Gut | Niedrig | EN 1.0038 |
| Nichtrostender Stahl | Mittel | Mittel | EN 1.4301, EN 1.4404 |
| Werkzeug-/vorgehärteter Stahl | Schwierig | Hoch | EN 1.2379, DC53, NAK55 |
| Standardkunststoffe | Ausgezeichnet | Niedrig | POM (Acetal), PVC, ABS |
| Technische Kunststoffe | Gut | Hoch | PEEK, PPS, PTFE |
Das Fazit ist einfach: Spezifizieren Sie den günstigsten Werkstoff, der die Anforderung wirklich erfüllt, und greifen Sie, wo die Festigkeit es zulässt, zu Aluminium oder einem Automatenwerkstoff, statt aus Vorsicht zu einer hochwertigen Legierung.
3. Materialabtrag und das Verhältnis von Rohteil zu Fertigteil
Ein CNC-Teil beginnt als Vollblock oder Stange und wird durch Abtragen zu Ihrer Geometrie – alles, was nicht das Teil ist, wird als Späne entfernt. Je mehr Material Sie abtragen, desto mehr zahlen Sie, und zwar doppelt. Sie zahlen für das Material, das Sie gekauft und zu Spänen gemacht haben, und Sie zahlen für die Maschinenzeit, die das Abtragen gekostet hat. Ein kleines, filigranes Teil aus einem großen Block kann daher im Verhältnis zu seiner Fertigteilgröße überraschend teuer sein.
Der Hebel ist hier das Verhältnis von Rohteil zu Fertigteil: wie nah das Ausgangs-Rohteil bereits an der Endform liegt. Eine Konstruktion, die nahe an Standard-Halbzeugmaßen liegt, das Aushöhlen großer Materialvolumina vermeidet und kein Rohteil verlangt, das deutlich größer als die Fertigteilkontur ist, lässt sich immer günstiger zerspanen als eine, die umfangreichen Materialabtrag erfordert.
Wo ein Teil im Wesentlichen eine aus Platte geschnittene Kontur ist, starten meviys Flachmaterial-Optionen – verfügbar in mehreren Aluminium- und Stahlsorten – deutlich näher an der Endform als ein Vollblock und reduzieren so Materialabfall und Schnittzeit zugleich. Bevor Sie sich für eine tiefe Kavität oder einen massiven Querschnitt entscheiden, lohnt eine einfache Frage: Erfüllt dieses Volumen eine tragende Funktion, oder stammt es bloß aus der Größe des Rohteils? Material zu entfernen, das keine Funktion hat, heißt, zweifach für nichts zu zahlen.
4. Geometrische Komplexität und die Anzahl der Aufspannungen
Geometrie treibt die Kosten vor allem über einen Mechanismus: die Anzahl der Aufspannungen. Eine Dreiachs-Maschine kann nur das zerspanen, was sie aus einer Ausrichtung erreicht. Jede Fläche, die aus einer anderen Richtung bearbeitet werden muss, bedeutet: Maschine anhalten, Teil neu aufspannen, Bezug neu festlegen und häufig ein neues Programm laden. Dieser Aufwand ist echte Arbeit – und er wird bei jedem Teil im Los bezahlt, nicht nur einmal.
meviy bearbeitet in sechs Richtungen senkrecht und parallel zu den Flächen eines rechteckigen Körpers, dazu schräge Bohrungen. Konstruktionen, die ihre Merkmale innerhalb dieser Richtungen halten, lassen sich automatisch kalkulieren und sauber bearbeiten. Merkmale, die Bearbeitung aus vielen Ausrichtungen verlangen oder nur mit Spezialvorrichtungen bzw. echter Mehrachsbearbeitung erreichbar sind, führen zu einem manuellen Angebot und einem höheren Preis.
Die wirksamste konstruktive Antwort ist die Konsolidierung von Merkmalen. Gruppieren Sie, wo die Funktion es zulässt, Merkmale auf möglichst wenige Flächen und richten Sie sie an gemeinsamen Achsen aus. Ein Teil, dessen Bohrungen, Taschen und Absätze alle von oben und von einer Seite zugänglich sind, ist deutlich günstiger als dasselbe Teil mit über alle sechs Flächen verstreuten Merkmalen in zusammengesetzten Winkeln. Die Geometrie ändert sich nicht – wohl aber, wie oft das Teil gehandhabt werden muss, und genau das bezahlen Sie.
Das Drehen hat seine eigene Variante desselben Prinzips. Einfache zylindrische Konturen werden schnell und wirtschaftlich gedreht. Komplexe Außen- und Innenkonturen, mehrere Nuttypen – V-Nuten, Kegelnuten, Radiusnuten und negative Nuten –, Passfedernuten sowie Merkmale, die sekundäres Drahtschneiden erfordern, fügen Arbeitsgänge und damit Kosten hinzu. Die Drehgeometrie auf das zu beschränken, was eine Drehmaschine in einer einzigen Aufspannung erzeugen kann, ist das Dreh-Pendant zur Minimierung der Aufspannungen beim Fräsen.
5. Toleranzen und Oberflächengüte
Von allem, was Konstrukteure überspezifizieren, ist die Toleranz das Teuerste. Eine Allgemeintoleranz erreicht die Maschine im normalen Arbeitsablauf. Eine enge Toleranz verlangt langsameres, sorgfältigeres Zerspanen, zusätzliche Schnitte, häufigeres Messen und gelegentlich Nacharbeit, wenn ein Merkmal aus dem Band läuft. Entscheidend: Der Zusammenhang ist nicht linear – eine Toleranz zu halbieren kann den Aufwand, sie zuverlässig einzuhalten, mehr als verdoppeln, weil man vom „das macht die Maschine einfach“ in das Gebiet wechselt, in dem Werkzeugverschleiß, thermische Bewegung und Materialrückfederung kompensiert werden müssen.
meviy wendet standardmäßig sinnvolle Allgemeintoleranzen an – JIS B 0405 mittel (m) für Längenmaße, mit geometrischen Toleranzen wie Ebenheit, Rechtwinkligkeit und Parallelität in Standardklassen – und kann enger fertigen, wo es wirklich nötig ist, bis ±0,01 mm und Toleranzklasse IT6 oder feiner. Die daraus folgende Kostendisziplin ist eindeutig: Wenden Sie enge Toleranzen nur auf Flächen an, die tatsächlich passen, fügen oder dichten – etwa eine Spielpassung oder Presspassung –, und lassen Sie alles andere als Allgemeintoleranz. Eine Zeichnung, die ±0,01 mm über jedes Maß fordert, bezahlt Präzision, die das Teil nie nutzt.
Die Oberflächengüte folgt derselben Logik. Eine Standard-Bearbeitungsoberfläche, etwa Ra 6,3, fällt ohne Mehrkosten direkt vom Werkzeug an. Feinere Oberflächen – Ra 1,6, Ra 0,8 bis hinunter zu Ra 0,4 – erfordern zusätzliche Schlichtschnitte bei langsameren Geschwindigkeiten, und jeder Schritt zu mehr Glätte kostet Zeit. meviy bietet Ra 0,4 bis Ra 6,3 für gefräste Teile und Ra 1,6 bis Ra 6,3 für gedrehte Teile. Wie bei Toleranzen gilt: Spezifizieren Sie eine feine Oberfläche nur dort, wo Funktion oder Dichtung sie verlangen. Eine kosmetische Güte auf jeder Fläche als Voreinstellung ist eine stille, wiederkehrende Kostenstelle.
| Spezifikation | Kostenwirkung | Wann einsetzen |
|---|---|---|
| Allgemeintoleranz (JIS B 0405 m) | Basis | Die große Mehrheit der Maße |
| Enge Toleranz (±0,01 mm, IT6+) | Hoch, steigt nichtlinear | Nur Pass-, Füge- und Dichtflächen |
| Standardoberfläche (≈ Ra 6,3) | Basis | Nicht funktionale Flächen |
| Feine Oberfläche (Ra 0,4–1,6) | Zusätzliche Schlichtschnitte | Dichtungen, Gleitsitze, echte Sichtflächen |
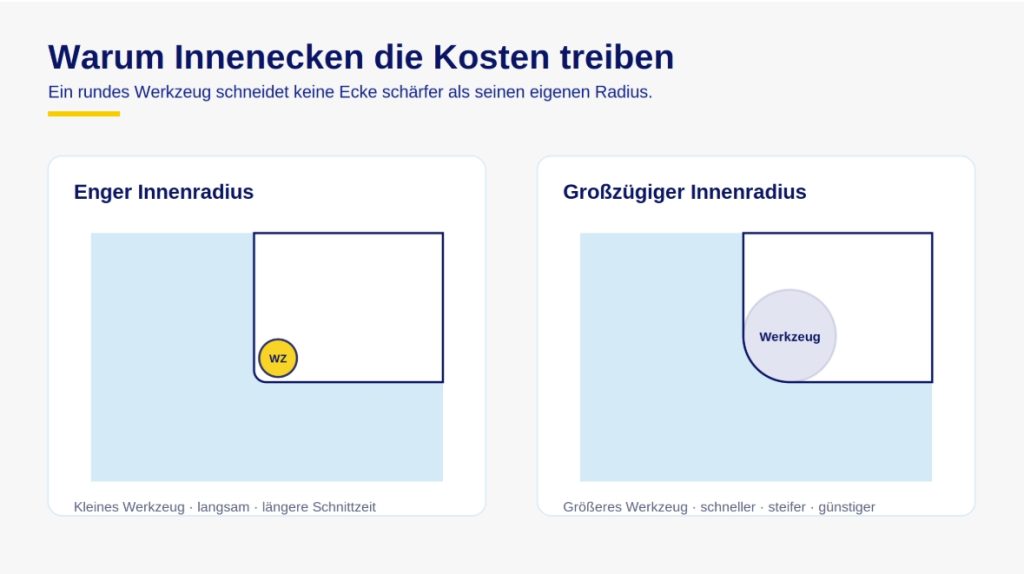
6. Innenradien, tiefe Taschen und dünne Wände
Einige der teuersten Merkmale wirken auf der Zeichnung völlig harmlos. Das deutlichste Beispiel ist der Innenradius. Ein CNC-Werkzeug ist rund, daher kann eine Innenecke nie schärfer sein als der Radius des kleinsten Werkzeugs, das sie schneidet. Spezifizieren Sie einen winzigen Innenradius, zwingen Sie zum Einsatz eines Werkzeugs mit kleinem Durchmesser – das langsam schneidet, sich unter Last verbiegt, schnell verschleißt und zum Rattern neigt. Ein großzügiger Innenradius lässt ein größeres, schnelleres, steiferes Werkzeug dieselbe Arbeit in einem Bruchteil der Zeit erledigen. Das ist eine der günstigsten verfügbaren Einsparungen und kostet in den meisten Konstruktionen keine Funktion. Wo ein Modell sehr kleine Innenecken verlangt, fertigt meviy Ecken von 0,5 mm oder weniger mit einer kleinen Fase C0,1–0,5 mm, statt ein unpraktikabel winziges Werkzeug zu erzwingen.
Tiefe Taschen sind die zweite Falle. Je tiefer eine Tasche im Verhältnis zu ihrer Breite wird, desto mehr Auskragung braucht das Werkzeug, desto stärker neigt es zur Durchbiegung und muss umso konservativer schneiden, um Rattern und Bruch zu vermeiden. Die Taschentiefe innerhalb weniger Vielfacher des Werkzeugdurchmessers zu halten, hält den Schnitt schnell und zuverlässig.
Dünne Wände sind die dritte. Sie schwingen unter Schnittkräften, und diese Schwingung erzwingt sanfte, langsame Schnitte und erhöht das Risiko von Ausschuss. Etwas mehr Wandstärke oder eine stützende Rippe kostet häufig weniger Maschinenzeit als das langsame, vorsichtige Zerspanen, das eine fragile Wand verlangt – und beseitigt das Ausschussrisiko ganz. In jedem dieser Fälle gilt dieselbe Lehre: Ein Merkmal, das für das Werkzeug schwer erreichbar oder schwer ruhig zu halten ist, ist teuer zu zerspanen.
7. Gewinde, Bohrungen und Gravur
Gewindebohrungen sind Routine, aber nicht kostenlos – jede ist ein eigener Arbeitsgang. meviy unterstützt Gewinde von M2 bis M36, in UNC und UNF, dazu kegelige Gewinde und Gewindeeinsätze. Standardgrößen in Standardtiefen sind am günstigsten; ungewöhnlich feine, tiefe oder nicht genormte Gewinde kosten mehr. Gewindeeinsätze fügen ein Bauteil und einen Arbeitsschritt hinzu, machen sich aber in Baugruppen bezahlt, die wiederholt demontiert werden, wo sie in weichen Werkstoffen geschnittene Gewinde deutlich überdauern.
Anzahl und Vielfalt der Bohrungen zählen ebenso. Eine Handvoll Bohrungen gängigen Durchmessers ist schnell erledigt; Dutzende Bohrungen über viele Durchmesser und besonders in zusammengesetzten Winkeln summieren sich zu echter Maschinenzeit. Die Gravur ist ein nützliches Merkmal zur Rückverfolgbarkeit – meviy unterstützt alphanumerische Zeichen und einige Symbole von 3 bis 30 mm, einschließlich Teilenummern –, aber sie ist ein weiterer Bearbeitungsschritt und sollte dort reserviert bleiben, wo sie echten Mehrwert bietet.
Ein Hinweis speziell zum Drehen: Gewindeformen werden nicht automatisch aus dem 3D-Modell erkannt und separat eingerichtet. Gewinde an Drehteilen müssen daher ausdrücklich angegeben und nicht aus der modellierten Geometrie abgeleitet werden.
8. Oberflächenbehandlungen, Wärmebehandlung und weitere Folgeprozesse
Alles, was nach dem Verlassen der Maschine geschieht, ist eine Folgekost – ein zusätzlicher Prozessschritt, häufig extern vergeben und fast immer mit eigener Durchlaufzeit. Diese Prozesse sind legitim und oft unverzichtbar, doch das Schlüsselwort lautet gewählt: Jeder sollte spezifiziert werden, weil das Teil ihn braucht, nicht aus Gewohnheit.
Oberflächenbehandlungen adressieren Korrosionsschutz, Verschleißfestigkeit und Optik. meviys Frässortiment umfasst Brünieren, chemisch Nickel, Hartverchromung, dreiwertiges Chromatieren, Chromatieren (klar und schwarz), Phosphatieren und Nitrieren; Aluminium ergänzt Eloxieren (klar, schwarz, mattschwarz, rot, gold) sowie Harteloxieren. Jede Behandlung fügt Kosten und Zeit hinzu, manche deutlich mehr als andere – Hartverchromung und Harteloxieren liegen weit über einem leichten Chromatieren. Die Disziplin: Wählen Sie die leichteste Behandlung, die die Korrosions- und Verschleißanforderung erfüllt, nicht die schützendste verfügbare.
Die Wärmebehandlung ist der schwerste Folgeprozess von allen. Durchhärten und Vakuumhärten auf 30 bis 63 HRC verfestigen ein Teil erheblich, fügen aber Schritte und Zeit hinzu und bringen Verzugsrisiko mit sich – Teile müssen oft vor und nach dem Härten bearbeitet werden, um Endmaße zu erreichen, was den Auftrag praktisch zweiteilt. Wo eine harte Oberfläche nötig ist, aber kein vollständiges Durchhärten, kann ein vorgehärteter Werkstoff wie NAK55 die Härte ohne separaten Härtezyklus liefern und so Kosten und Zeit sparen. Diese Substitution lohnt sich früh zu prüfen, bevor die Konstruktion sich auf einen weichen Werkstoff plus Härteschritt festlegt.
| Prozess | Typischer Zweck | Wirkung auf Kosten/Durchlaufzeit |
|---|---|---|
| Eloxieren (Aluminium) | Korrosionsschutz, Optik | Niedrig–mittel |
| Brünieren / Chromatieren | Leichter Korrosionsschutz | Niedrig |
| Chemisch Nickel | Gleichmäßiger Korrosions-/Verschleißschutz | Mittel |
| Hartverchromung / Harteloxieren | Hoher Verschleißschutz | Hoch |
| Nitrieren / Phosphatieren | Oberflächenhärte | Mittel |
| Wärmebehandlung (30–63 HRC) | Festigkeit/Härte im Volumen | Hoch (zusätzliche Schritte, Verzugskontrolle) |
9. Stückzahl und Losgröße
Das Rüsten ist ein Fixkostenpunkt, der einmal pro Los anfällt – ob Sie ein Teil oder fünfzig fertigen. Auf ein einzelnes Stück verteilt, ist dieses Rüsten praktisch die ganze Geschichte; auf ein Los verteilt, schrumpft es pro Teil ins Unbedeutende. Deshalb sinkt der Stückpreis mit steigender Stückzahl, und deshalb wirkt ein einzelner Prototyp pro Stück teuer – Sie tragen die vollen Rüstkosten auf einem einzigen Stück.
Die praktischen Folgen lohnen es, klar benannt zu werden. Prototypen-Stückzahlen tragen einen Rüstaufschlag, der völlig normal und unvermeidbar ist; er ist kein Zeichen eines schlechten Angebots. Ein kleines Los statt Einzelstücken zu bestellen, kann den Stückpreis drastisch senken, oft stärker als erwartet, weil das Rüsten plötzlich geteilt wird. Und mehrere Konstruktionsstände oder verwandte Teile in einer Bestellung zu bündeln, teilt Rüsten und Handhabung über alle hinweg.
meviys Sofort-Angebot macht diese Preisstaffeln direkt sichtbar. Passen Sie die Stückzahl an, und der Stückpreis sinkt stufenweise vor Ihren Augen – so finden Sie den Punkt, an dem ein paar Teile mehr den Gesamtpreis kaum verändern; häufig liegt die wirtschaftlichste Menge etwas höher als die zunächst gedachte.
10. Eine Checkliste zur Kostenreduzierung vor der Angebotsanfrage
Bei den meisten Teilen liegen am Angebotszeitpunkt noch zwei oder drei Kostenhebel ungenutzt. Sie zu ziehen kostet in der Konstruktionsphase nichts und summiert sich über eine Serie. Bevor Sie ein Angebot anfordern, prüfen Sie das Teil anhand dieser Fragen:
- Werkstoff – Ist dies der günstigste Werkstoff, der die Anforderung wirklich erfüllt? Könnte Aluminium oder ein Automatenwerkstoff eine aus Vorsicht gewählte härtere Legierung ersetzen?
- Materialabtrag – Startet das Teil nahe am Standard-Halbzeug, oder wird es aus einem viel größeren Block geschnitten? Könnte Flachmaterial den Abfall verringern?
- Aufspannungen – Sind Merkmale auf möglichst wenige Flächen entlang gemeinsamer Achsen gruppiert? Gibt es zusammengesetzte Winkel, die sich vermeiden lassen?
- Toleranzen – Liegt jede enge Toleranz auf einer Fläche, die tatsächlich passt, fügt oder dichtet? Kann der Rest Allgemeintoleranz bleiben?
- Oberflächengüte – Ist eine feine Oberfläche nur dort spezifiziert, wo sie funktional ist, statt überall als Voreinstellung?
- Innenradien – Sind die Innenecken so großzügig, wie die Konstruktion es zulässt?
- Taschen und Wände – Sind Taschen flach im Verhältnis zur Breite und Wände dick genug, um ohne Rattern zerspant zu werden?
- Merkmale – Sind Gewinde Standardgrößen in Standardtiefen? Sind Anzahl und Vielfalt der Bohrungen angemessen? Ist die Gravur wirklich nötig?
- Folgeprozesse – Ist jede Oberflächenbehandlung und jede Wärmebehandlung wirklich erforderlich? Könnte ein vorgehärteter Werkstoff einen Härtezyklus ganz vermeiden?
- Stückzahl – Würde ein kleines Los den Stückpreis spürbar senken gegenüber Einzelstücken?
Keiner dieser Punkte beeinträchtigt das Teil. Jeder verteilt Präzision, Material und Zeit dorthin, wo sie zählen, und nimmt sie zurück, wo nicht.
11. Wie meviy Kostentreiber sichtbar macht
Der Grund, warum Kosten oft wie eine Blackbox wirken, ist meist, dass Sie die Zahl erst sehen, nachdem die Konstruktion festgelegt und die Anfrage versendet ist – viel zu spät, um zu handeln. meviy kehrt diese Reihenfolge um.
Laden Sie Ihr 3D-CAD-Modell hoch, und Sie erhalten ein Sofort-Angebot. Da dieses Angebot bei jeder Änderung am Teil neu berechnet wird, werden die Kostentreiber sichtbar, solange Sie noch etwas tun können. Verschärfen Sie eine Toleranz, wechseln Sie den Werkstoff, vertiefen Sie eine Tasche oder erhöhen Sie die Stückzahl – und Sie sehen die Folge sofort, nicht drei Tage später per E-Mail. Das Feedback zur fertigungsgerechten Konstruktion (Design for Manufacturability) der Plattform kennzeichnet Merkmale, die Kosten oder Fertigungsrisiken treiben, bevor sie je die Werkhalle erreichen. Und da meviy CNC-Fräsen, CNC-Drehen und Blechbearbeitung auf einer Plattform abdeckt, lassen sich Teile, die sonst getrennt beschafft würden, bündeln und teilen den Aufwand der Lieferantensteuerung. Kosten sind kein am Ende verkündetes Urteil mehr, sondern eine Größe, die Sie schon beim Konstruieren feinjustieren.
Häufig gestellte Fragen
Was ist der größte einzelne Kostentreiber bei der CNC-Bearbeitung?
Die Maschinenzeit. Die meisten anderen Treiber – enge Toleranzen, feine Oberflächen, harte Werkstoffe, tiefe Taschen – sind teuer, gerade weil sie Zeit an der Maschine hinzufügen.
Kostet das Material oder die Bearbeitung mehr?
Das hängt vom Teil ab, aber bei den meisten Teilen überwiegt die Zeit zum Zerspanen und Veredeln des Materials die reinen Materialkosten. Schwer zerspanbare Werkstoffe heben beides zugleich an.
Wie viel fügen enge Toleranzen hinzu?
Die Toleranzkosten steigen nichtlinear: Ein Band zu verschärfen kann den Aufwand, es zuverlässig zu treffen, mehr als verdoppeln. Wenden Sie enge Toleranzen nur auf funktionale Flächen an.
Ist es günstiger, in größerer Menge zu bestellen?
Ja. Das Rüsten ist ein Fixkostenpunkt pro Los, daher sinkt der Stückpreis mit steigender Stückzahl. Einzelteile tragen die vollen Rüstkosten auf einem Stück.
Wie kann ich meine CNC-Bearbeitungskosten senken?
Wählen Sie den günstigsten ausreichenden Werkstoff, konsolidieren Sie Merkmale auf wenige Flächen, lockern Sie nicht funktionale Toleranzen und Oberflächen, nutzen Sie großzügige Innenradien, vermeiden Sie tiefe Taschen und dünne Wände und bestellen Sie in Losen.
Warum sind Teile aus Werkzeugstahl so teuer?
Werkzeug- und vorgehärtete Stähle wie EN 1.2379, DC53 und NAK55 sind hart, langsam zu zerspanen und anspruchsvoll für die Werkzeuge, verbrauchen also mehr Maschinenzeit und mehr Werkzeuge.
Fügt eine Oberflächenbehandlung viel hinzu?
Das variiert stark. Leichte Behandlungen wie Chromatieren fügen wenig hinzu, schwere wie Hartverchromung, Harteloxieren und vollständige Wärmebehandlung deutlich mehr an Kosten und Zeit.
Fazit
Die Kosten in einem CNC-Angebot sind weder ein Rätsel noch festgeschrieben. Sie sind die Summe einer Handvoll Treiber – Werkstoff, Abtragsvolumen, Anzahl der Aufspannungen, Toleranzen, Oberflächen, Merkmale, Folgeprozesse und Stückzahl –, und jeder einzelne wird von Entscheidungen in der Konstruktionsphase geprägt. Die Konstrukteure, die durchweg die besten Preise erzielen, verhandeln nicht härter; sie konstruieren mit Blick auf die Treiber und investieren Präzision und Material dort, wo das Teil sie braucht, und lockern sie überall sonst.
Der schnellste Weg, das in der Praxis zu sehen, ist, ein echtes Teil hindurchzuschicken. Laden Sie Ihr 3D-CAD-Modell zu meviy hoch, beobachten Sie, wie das Sofort-Angebot auf Ihre Konstruktion reagiert, und nutzen Sie das Feedback, um die Kosten zu senken, bevor ein einziger Span fällt.