- AIUTO
- Informazioni tecniche
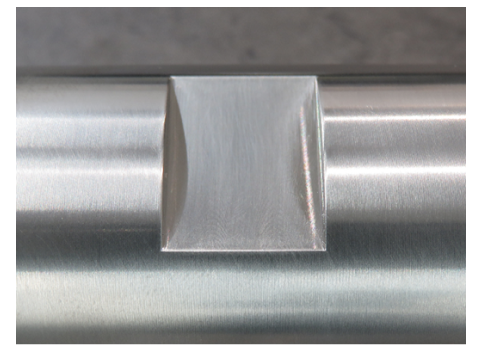
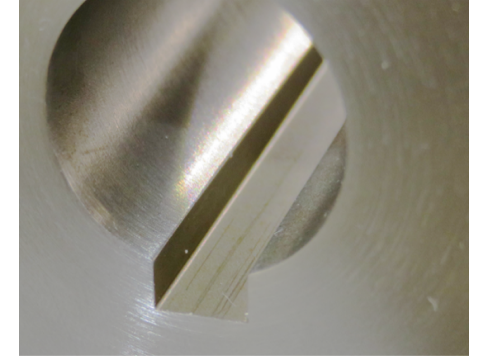
- Tornitura CNC
- Specifiche di precisione e lavorazione
- Specifiche di precisione e lavorazione
Specifiche di precisione e lavorazione

 |
 |
 |
 |
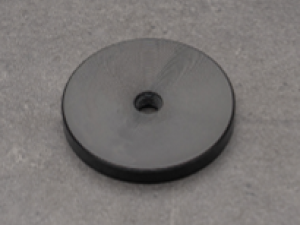
| Cromo duro | Cromatazione trivalente (trasparente) | Cromatazione trivalente (nera) | Cromo nero a bassa temperatura |
 |
 |
 |
 |
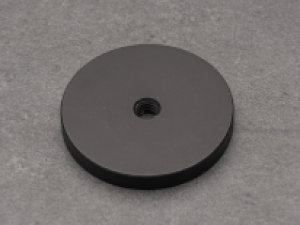
| Anodizzazione trasparente | Anodizzazione nera | Anodizzazione nera (opaca) | Anodizzazione dura (trasparente) |
 |
 |
||
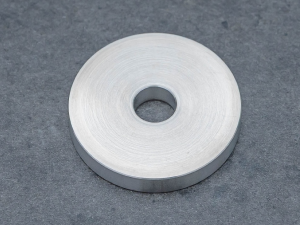
| Passivazione | Passivazione con cromato trivalente (SurTec 650) |





Suggerimento