- HILFE
- Technische Informationen
- CNC Drehen
- Genauigkeit und Verarbeitungsbedingungen
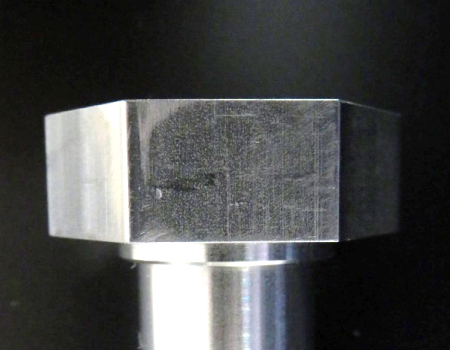
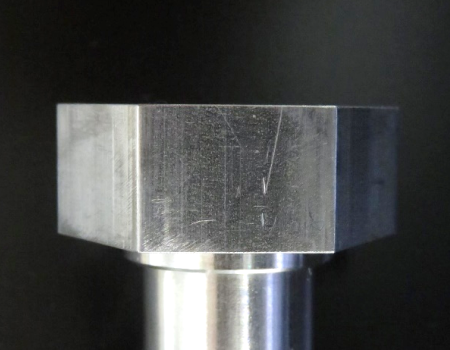
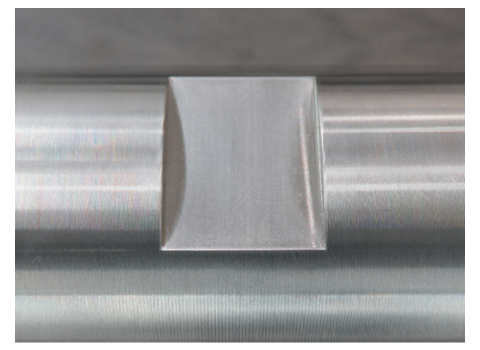
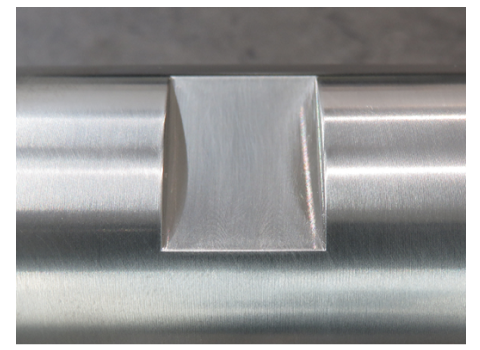
- Qualität des äußeren Erscheinungsbildes
Qualität des äußeren Erscheinungsbildes

 |
 |
 |
 |
| Hartverchromt | Chromatiert, III-wertig (klar) | Chromatiert, III-wertig (schwarz) | LTBC-Beschichtung |
 |
 |
 |
 |
| Klar eloxiert | Schwarz eloxiert | Schwarz eloxiert (matt) | Eloxieren (klar) |
 |
 |
||
| Passivieren | Chrom(III)-Passivierung (SurTec 650) |





Tipp