- AIUTO
- Informazioni tecniche
- Parti in lamiera
- Specifiche di precisione e lavorazione
- Informazioni sulla smussatura
Informazioni sulla smussatura
| Esempi di modello | Esempio di parti | Valore standard | |
|---|---|---|---|
| Smussatura leggera |
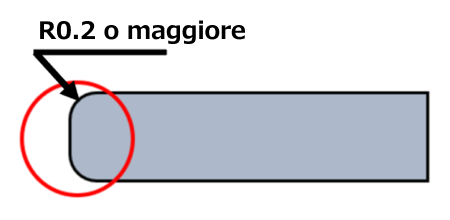
Smussatura C/R
Opzione: “Tutto il perimetro R0.2 o superiore / Angoli C1” |
||
 |
|
Non applicabile |
|
|
 |
 |
|
|
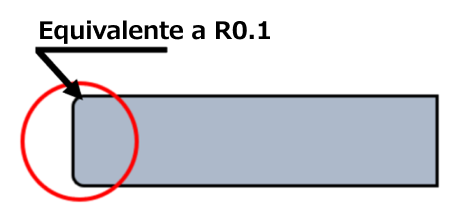
Bave inferiori a 0.1 mm | Bave rifinite equivalenti a R0.1 | |
|
Bave inferiori a 0.1 mm | Bave rifinite equivalenti a R0.1 | |






EN 1.4301 equiv. (2B), spessore 6,0 mm

EN 1.4301 equiv. (2B), spessore 6,0 mm
Precauzione
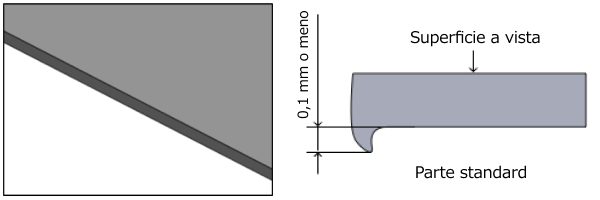
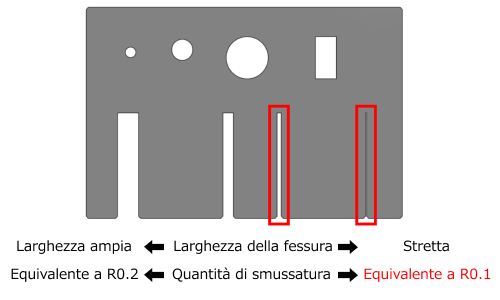
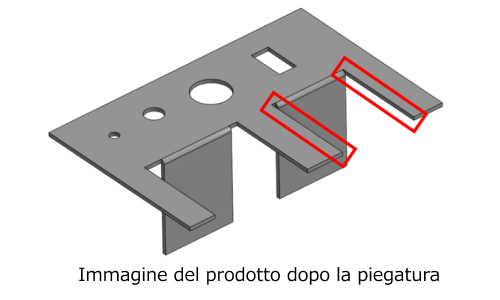
Casi in cui la smussatura degli spigoli è limitata
Prima della piegatura, gli spigoli vengono smussati con macchina apposita; per questo, le fessure strette saranno rifinite come smussatura legger(circa R0.1)
Precauzione
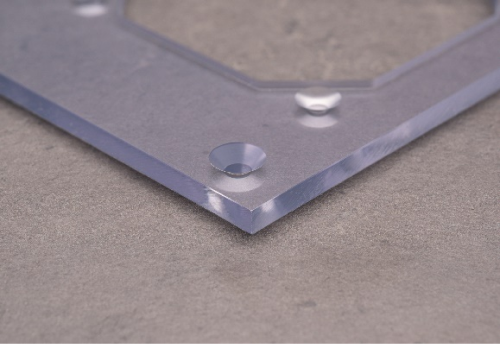
Casi in cui la smussatura degli spigoli non è applicabile1. Lo spigoli del modello contiene curve

2. Spigoli acuti inferiori a 30° e angoli ottusi superiori a 170°
