- AIUTO
- Informazioni tecniche
- Parti in lamiera
- Specifiche di precisione e lavorazione
- Specifiche di lavorazione dei fori
Specifiche di lavorazione dei fori
| No. | Parte standard | Valore standard | Esempio | ||||
|---|---|---|---|---|---|---|---|
| 1 | Spessore della flangia | 1/2 dello spessore della lamina (valore di riferimento) | 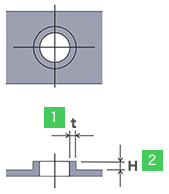 |
||||
| 2 | Altezza della flangia | Pari allo spessore della lamina (valore di riferimento) | |||||
| No. | Diametro nominale | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | Esempio | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Diametro svasatura (D) | Dimensioni standard | 6,3 | 8,3 | 10,4 | 12,5 | 16,5 | 20,0 | 24,5 | 28,5 | 32,5 | 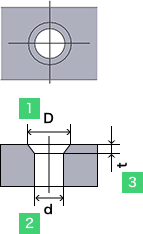 |
| Massimo | 6,9 | 9,6 | 11,1 | 13,3 | 17,8 | 22,4 | 26,5 | 30,5 | 34,5 | |||
| 2 | Diametro foro pilota (d) | Dimensioni standard | 3,4 | 4,3 | 5,3 | 6,5 | 8,5 | 10,5 | 12,5 | 14,5 | 16,5 | |
| Massimo | 4,7 | 7,0 | 8,4 | 9,9 | 13,8 | 14,2 | 14,5 | 16,5 | 18,5 | |||
| 3 | Altezza svasatura (t) | Dimensioni di riferimento | 1,5~1,6 | 2,0~2,3 | 2,5~2,7 | 2,2~2,9 | 3,2~3,8 | 4,9~5,1 | 6,0 | 7,0 | 8,0 | |
| No. | Diametro nominale | M3 | M4 | M5 | M6 | M8 | M10 | M12 | Esempio |
|---|---|---|---|---|---|---|---|---|---|
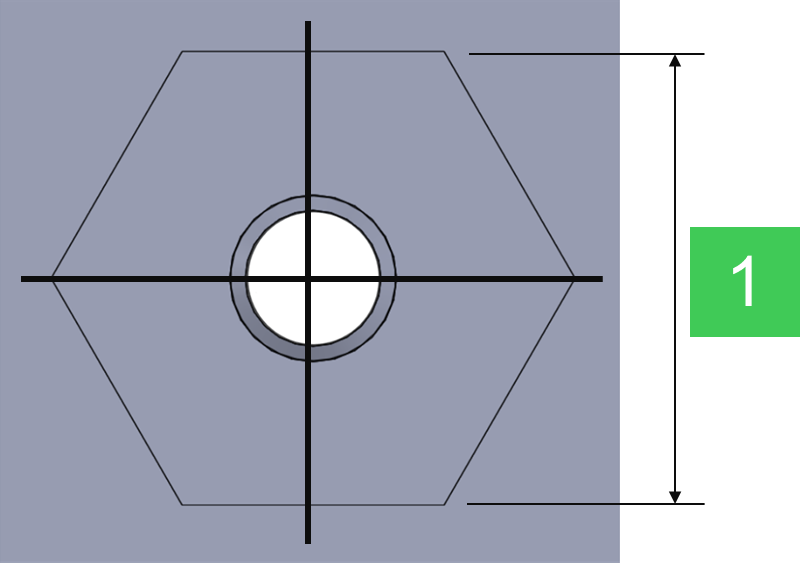
| 1 | Larghezza delle due facce | 5,5 | 7,0 | 8,0 | 10,0 | 13,0 | 15,0 | 17,0 |
|
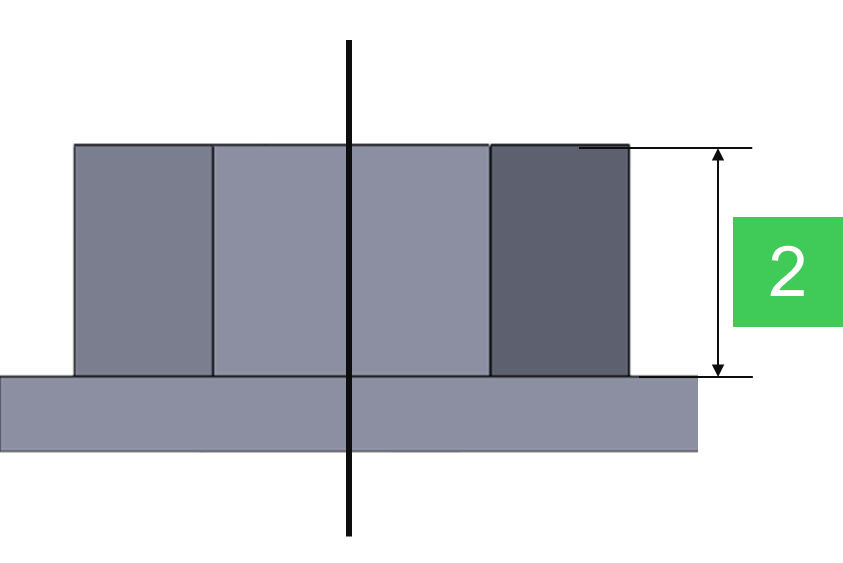
| 2 | Altezza del dado | 2,1 | 2,3 | 3,1 | 4,1 | 4,6 | 6,1 | 7,1 |
| No. | Diametro nominale | M4 | M5 | M6 | M8 | M10 | M12 | Esempio |
|---|---|---|---|---|---|---|---|---|
| 1 | Larghezza delle due facce | 11,0 | 11,0 | 13,0 | 15,0 | 17,0 | 19,0 |
|
| 2 | Altezza del dado | 4,2 | 4,2 | 5,2 | 6,7 | 8,2 | 9,8 |