- AIUTO
- Informazioni tecniche
- Parti in lamiera
- Pezzi/Materiali applicabili
- Piegatura FR e piegatura a R con stampi speciali – Panoramica di materiali e dimensioni
Piegatura FR e piegatura a R con stampi speciali – Panoramica di materiali e dimensioni
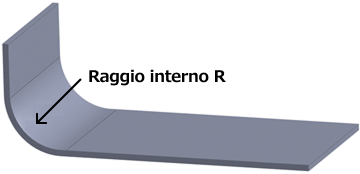
Spessore lamiera e dimensione R target per forme con piegatura a R
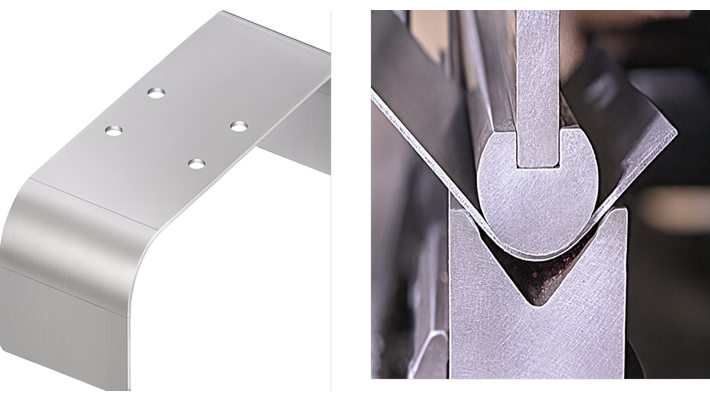
- Le forme con piegatura a R vengono generalmente realizzate tramite piegatura FR (feed bending). In questo processo, sulla zona piegata rimangono segni continui dello stampo.
Per i dettagli, consultare le “Specifiche di curvabilità”. - Se la piegatura FR risulta difficoltosa, verranno proposte dimensioni R compatibili con la piegatura standard (V-bending) o con stampi speciali per piegatura a R.
In caso di accettazione, la dimensione R verrà modificata automaticamente su meviy. - Per i dettagli, fare riferimento alla tabella di conversione delle dimensioni R riportata di seguito.
■Intervallo di R interno piegabile con FR
| Spessore | R interno minimo | R interno massimo |
|---|---|---|
| 0,8 | 10 | 150 |
| 1,0 | 10 | 150 |
| 1,2 | 10 | 150 |
| 1,5 | 10 | 150 |
| 1,6 | 10 | 150 |
| 2,0 | 10 * | 150 |
| 2,3 | 15 | 150 |
| 2,5 | 10 | 150 |
| 3,0 | 30 | 150 |
| 3,2 | 30 | 150 |
*Per i materiali in acciaio, il R interno minimo è R15.
■Tabella di conversione delle dimensioni R quando la piegatura FR non è lavorabile
| Dimensione R interna prima della conversione | Dimensione R interna dopo la conversione | Processo di piegatura utilizzato |
|---|---|---|
| Entro 2 volte lo spessore della lamiera | Spessore lamiera (valore di riferimento) | Piegatura standard (V-bending) |
| Inferiore a R3 | Spessore lamiera (valore di riferimento) | |
| R3 ≤ R < R6 | R3 | Piegatura a R con stampi dedicati |
| R6 ≤ R < R10 | R6 | |
| R10 ≤ R < R12,5 | R10 | |
| R12,5 ≤ R < R15 | R12,5 | |
| R15 ≤ R < R17,5 | R15 | |
| R17,5 ≤ R < R20 | R17,5 | |
| R20 ≤ R < R22,5 | R20 | |
| R22,5 ≤ R < R25 | R22,5 | |
| R25 ≤ R < R30 | R25 | |
| R30 ≤ R |
| ー |
Materiali e trattamenti superficiali supportati per forme con piegatura a R
I materiali e i trattamenti superficiali compatibili con la piegatura a R sono i seguenti.
| Materiale: Acciaio | Trattamento superficiale | Piegatura a R disponibile | |
|---|---|---|---|
| Piegatura FR | Piegatura a R con stampi dedicati | ||
| – | Preventivi automatici | Preventivi automatici |
| Verniciatura a polvere | |||
| Verniciatura | |||
| Nichelatura (chimica, nera) | |||
| Ossido nero | |||
| Cromato trivalente (trasparente) | |||
| Crimato trivalente (nero) | Preventivi automatici | Preventivo manuale | |
| EN 1.0330 equiv. (Zincatura elettrolitica) | Zincatura elettrolitica | Preventivi automatici | Preventivi automatici |
EN 1.0330 equiv. (zincato) | Galvanizzato | ||
| Materiale: acciaio inossidabile | Metodo di finitura | Piegatura a R disponibile | |
|---|---|---|---|
| Piegatura FR | Piegatura a R con stampi dedicati | ||
| EN 1.4301 equiv. | 2B | Preventivi automatici | Preventivi automatici |
|
Preventivo manuale | ||
|
Preventivo manuale | Non supportati | |
| EN 1.4016 equiv. | 2B | Preventivi automatici | Preventivi automatici |
| Materiale: Alluminio | Trattamento superficiale | Piegatura a R disponibile | |
|---|---|---|---|
| Piegatura FR | Piegatura a R con stampi dedicati | ||
| EN AW−5052 equiv. | — | Preventivi automatici | Preventivi automatici |
| Anodizzatura (trasparente) | |||
| Anodizzatura (nero) | |||
| Anodizzatura (nero opaco) | |||
| Passivazione con cromato trivalente (SurTec 650) | |||
| Anodizzatura (trasparente) | ||
| Anodizzatura (nero) | ||
| Materiale: metallo perforato | Diametro foro × passo foro | Piegatura a R disponibile | |
|---|---|---|---|
| Piegatura FR | Piegatura a R con stampi dedicati | ||
| ø1 × 2p | Preventivi automatici | Preventivi automatici |
| ø2 × 3p | |||
| ø3 × 5p | |||
| ø5 × 8p | |||
| ø8 × 12p | |||