- AIUTO
- Informazioni tecniche
- Tornitura CNC
- Specifiche di precisione e lavorazione
- Specifiche per filettatura esterna e interna, chiavi di accesso, fori e tasche
Specifiche per filettatura esterna e interna, chiavi di accesso, fori e tasche
Suggerimento
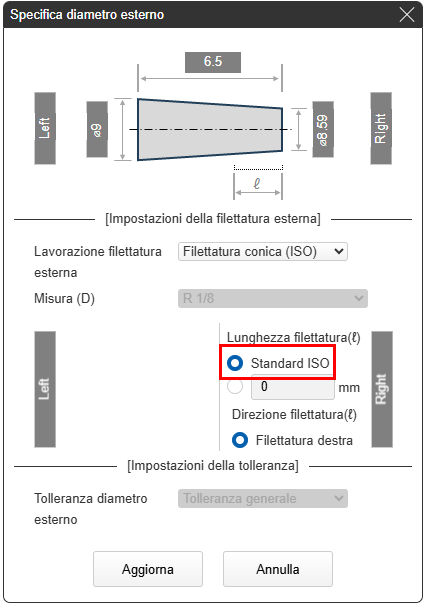
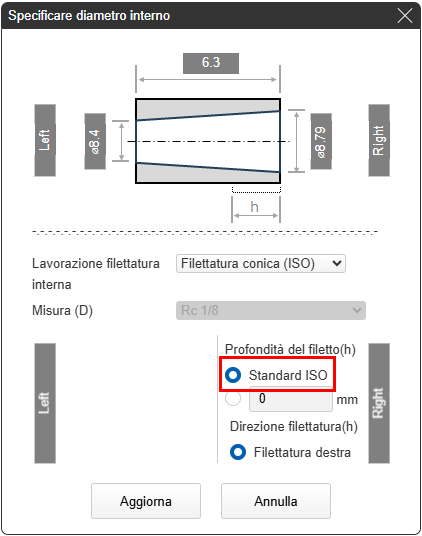
La lunghezza della filettatura viene automaticamente quotata utilizzando le lunghezze standard ISO. Le filettature coniche dei tubi devono superare un controllo con dispositivo di misura prima della spedizione del prodotto.
Se è richiesta una lunghezza diversa da quella standard, richiedere un preventivo manuale.
Attenzione
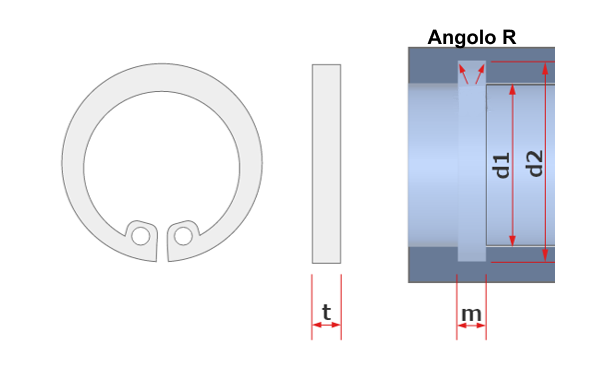
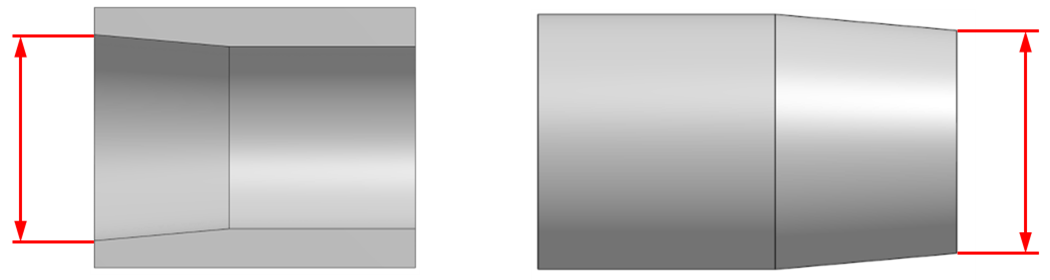
Modellare il cono direttamente nel pezzo. L’angolo per le filettature coniche per tubi può essere specificato tra 0° e 2,5° rispetto all’asse centrale.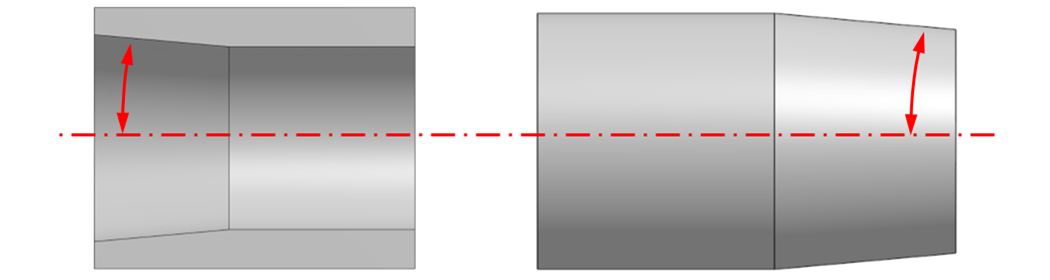
Attenzione
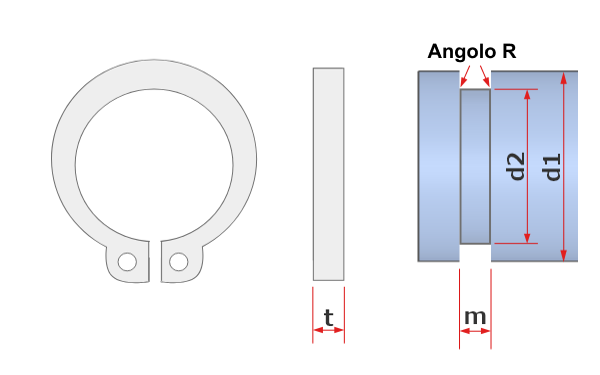
Il diametro del cono nel modello è determinato come mostrato nella figura sottostante per filettature esterne e interne. Le dimensioni dei diametri riconosciute da meviy sono conformi agli standard ISO.

Materiale dell’inserto: EN 1.4301 equiv.
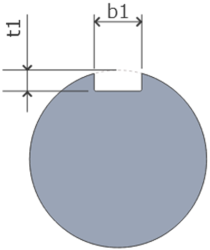
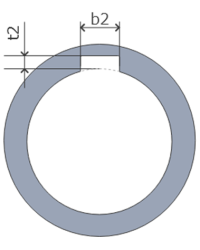
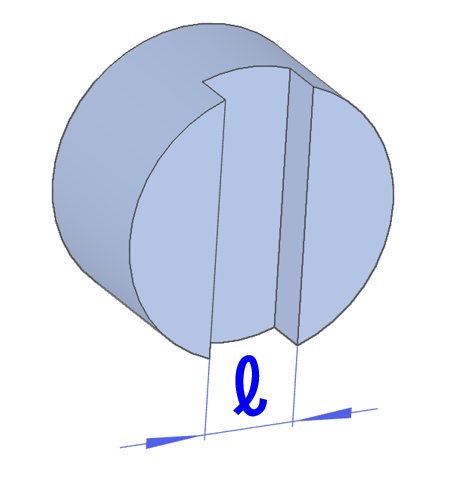
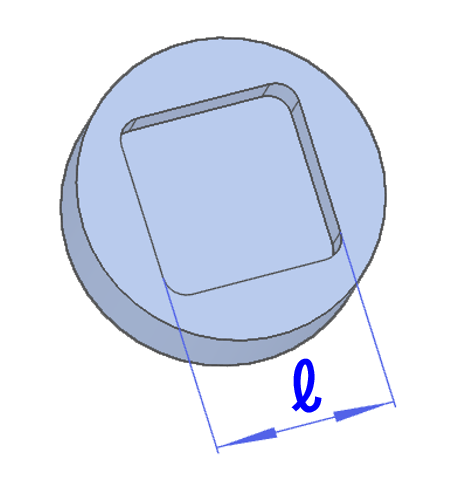
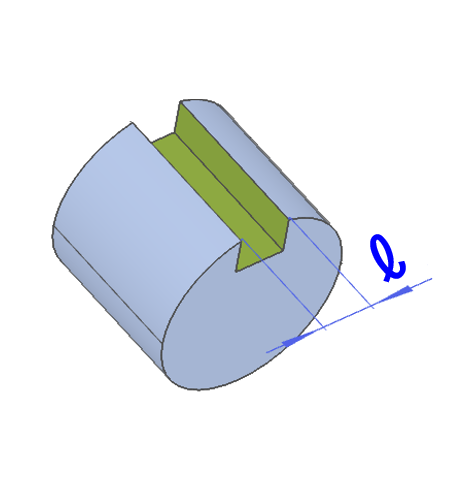
L’intervallo applicabile per tasche e asole è il seguente.
| Tipologia forma | Senza tolleranze | Intervallo di tolleranza | |
|---|---|---|---|
| 0,1~(±0,05~) | 0,04~(±0,02~) | ||
| ℓ ≥ 0,5mm | ℓ ≥ 0,5mm | ー |
| ℓ ≥ 2mm | ℓ ≥ 2mm | ℓ ≥ 2mm |
| ℓ ≥ 2mm | ℓ ≥ 2mm | ℓ ≥ 3mm |