- POMOC
- Informacje techniczne
- Części z blachy
- Odpowiednie części/materiały
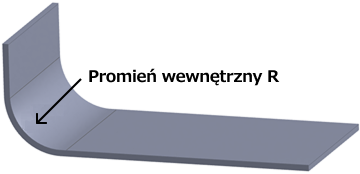
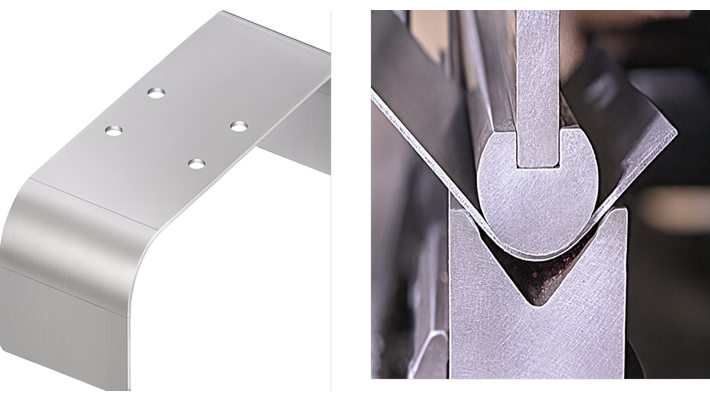
- Gięcie FR i gięcie R z użyciem form specjalnych – przegląd materiałów i dostępnych rozmiarów
Gięcie FR i gięcie R z użyciem form specjalnych – przegląd materiałów i dostępnych rozmiarów