- POMOC
- Informacje techniczne
- Części toczone
- Wytyczne dotyczące projektowania
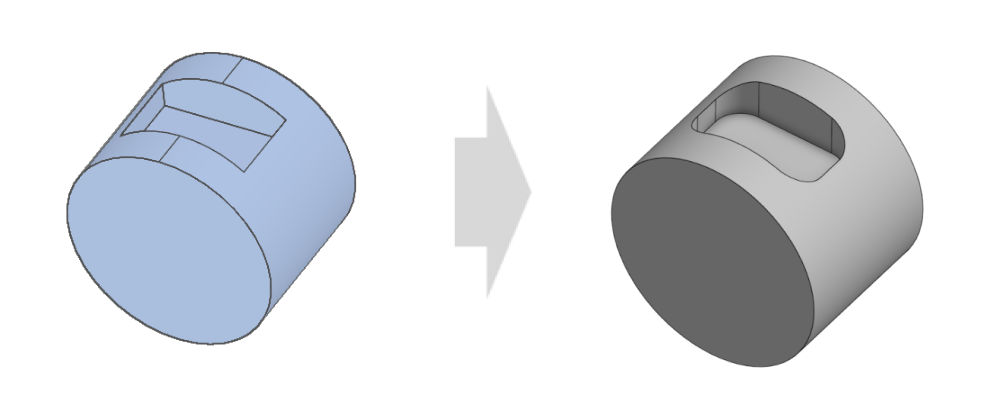
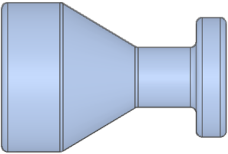
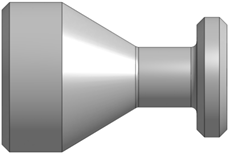
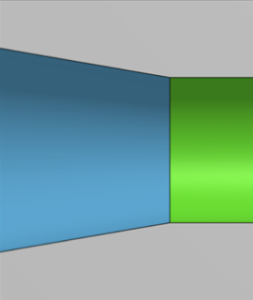
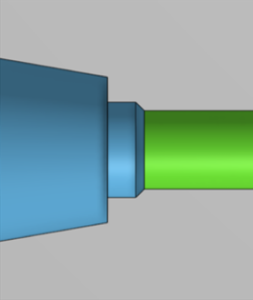
- Różnice między modelem 3D a gotowym produktem
Różnice między modelem 3D a gotowym produktem
Uwagi
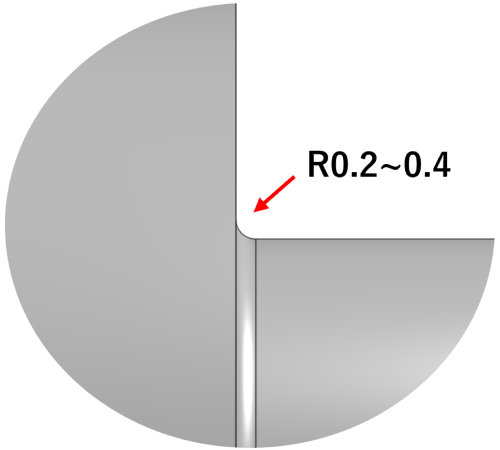
- Standardowe narzędzie do wykonywania rowków pod pierścienie osadcze ma promień naroża R0,2
- Aby zapoznać się ze standardowymi pierścieniami osadczymi, kliknij tutaj>>>Specyfikacje gwintów zewnętrznych i wewnętrznych, rowków wpustowych, otworów i kieszeni
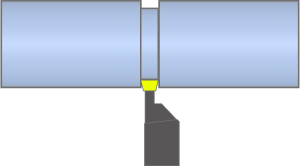
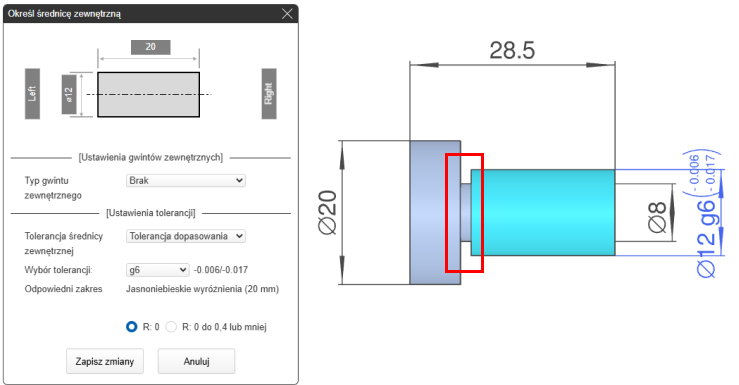
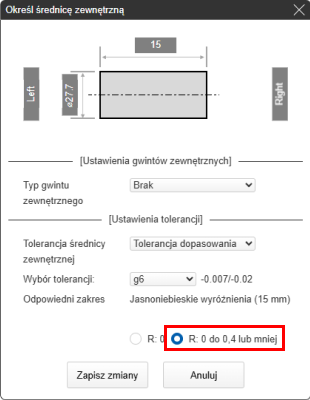
Rowkowanie średnicy zewnętrznej
Rowkowanie średnicy wewnętrznej
Uwaga
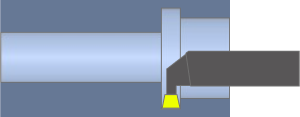
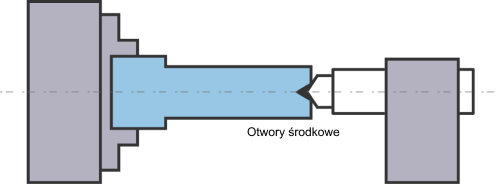
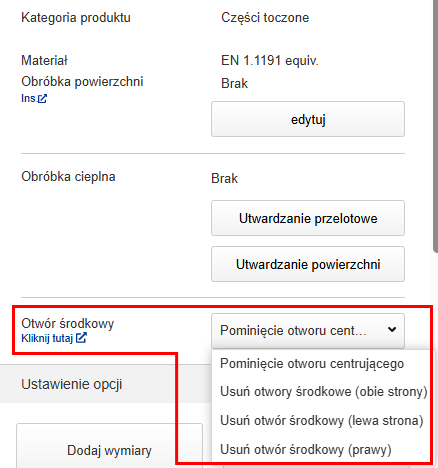
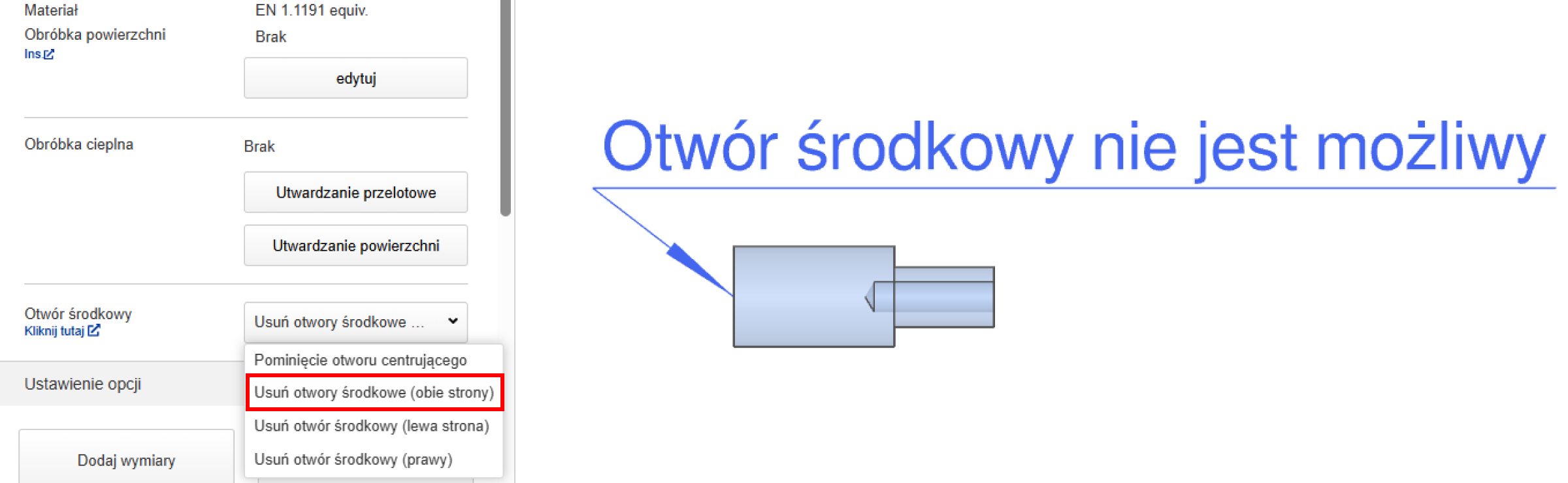
- Opcję „Nie pozostawiać otworu centrującego” można wybrać, jednak w niektórych przypadkach ze względu na ograniczenia technologiczne będzie ona niedostępna. W takim przypadku sprawdź “Środki ostrożności” w lewym górnym rogu przeglądarki 3D.
Uwagi
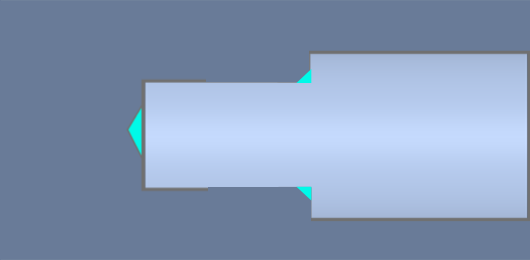
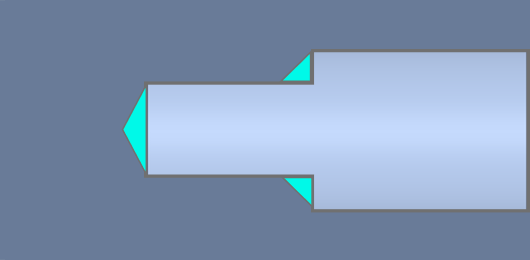
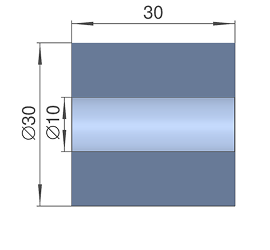
(1) Po wybraniu opcji „Usuń otwór środkowy” część zostanie wskazana strzałką.
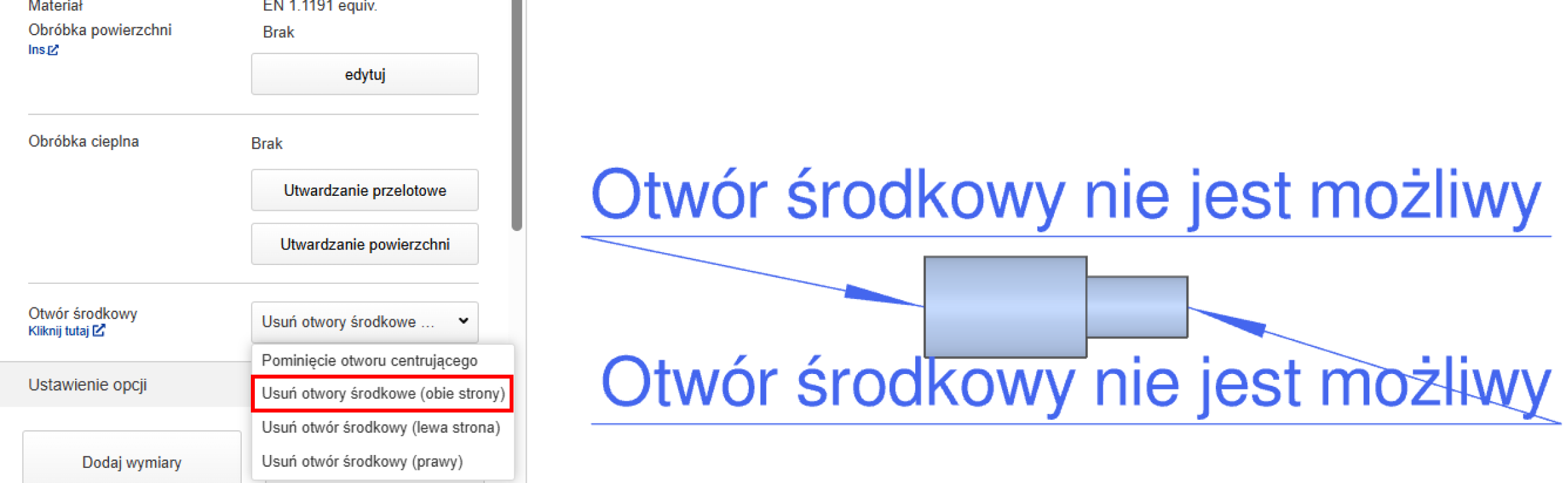
(2) Jeśli element ma średnicę wewnętrzną, strzałka nie zostanie wyświetlona.
| Wzory kształtów | Średnica wewnętrzna otworu nie ma stopnia | Średnica wewnętrzna otworu ma stopień |
|---|---|---|
| A | 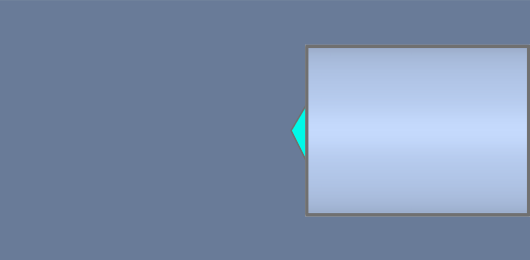 |
 |
| Pozostaje ślad po wiertle (płaskie dno ma 1 mm lub więcej) | ||
| B | 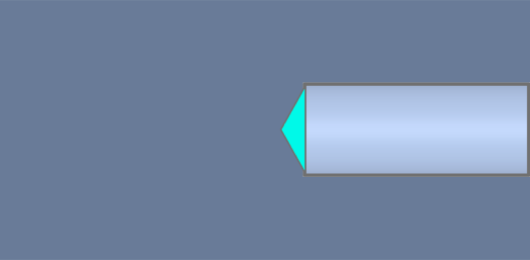 |
 |
| Pozostaje ślad po wiertle, brak płaskiego dna | ||
Wskazówka
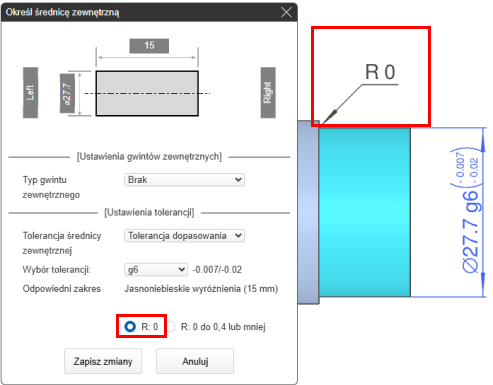
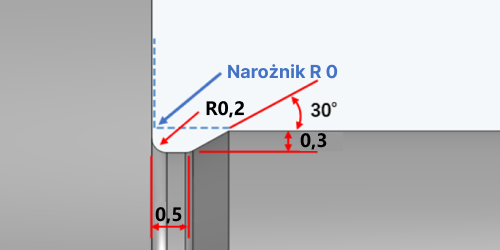
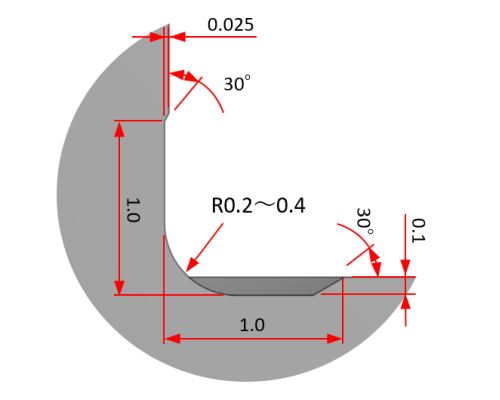
Wskazówka: Naroże R0 ma mniejszą szerokość niż R0,2–R0,4, dlatego jego głębokość może być mniejsza niż 0,5 mm. W niektórych przypadkach opcja ta może być niedostępna.
①Podczas obróbki narzędziami R0,4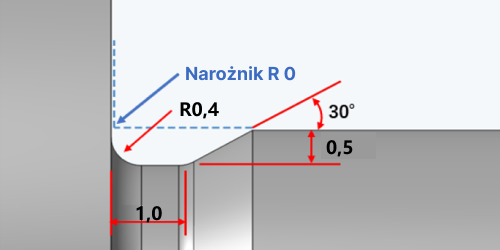
②Podczas obróbki narzędziami R0,2 z narzędziami R0,4
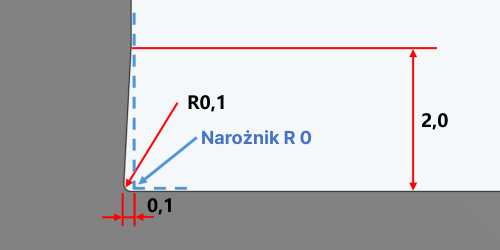
③Jeśli długość wału jest krótka, można go obrabiać narzędziem o promieniu 0,1 mm na powierzchni czołowej stykającej się z wałem.
Uwagi
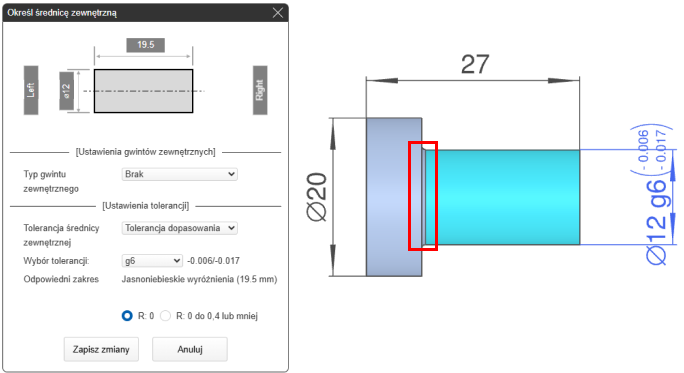
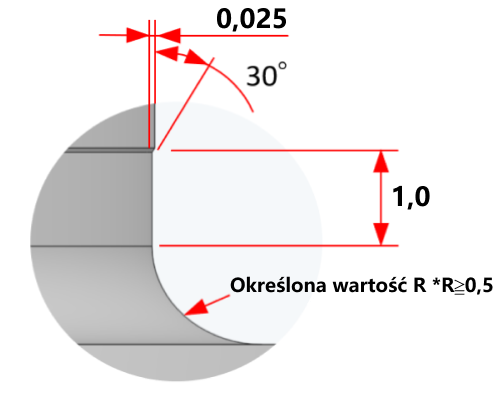
W następujących przypadkach „narożnik R0” nie ma zastosowania.
| (1) Model ma narożnik R0,5 lub większy | (2) Model ma rowek odciążający |
 |
 |
Wskazówka
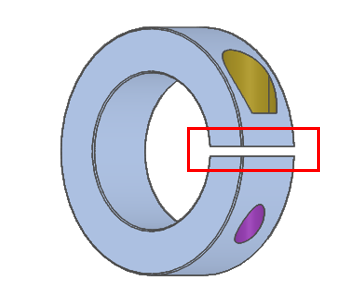
- Dowolny promień narożnika cylindrycznego
- ① Pozostaje obróbka R
- ② Rowek odciążający (1) Minimalny prześwit tylko w cylindrycznym narożniku
-

Kształt po obróbce
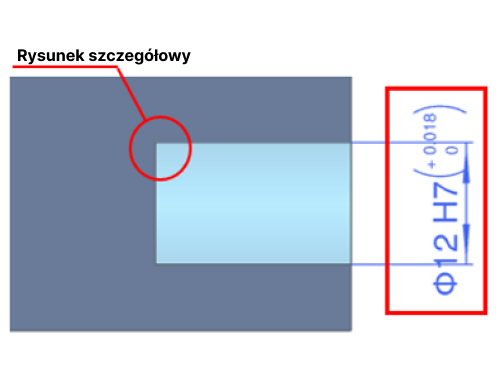
Szczegółowy rysunek
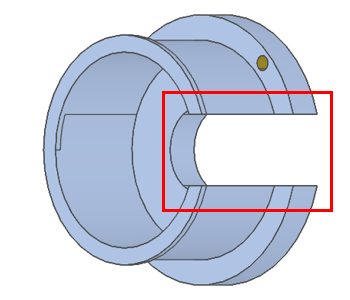
- ③ Rowek odciążający (2) Kształt odciążający na części cylindrycznej + część kołnierzowa
-

Kształt po obróbce
Szczegółowy rysunek
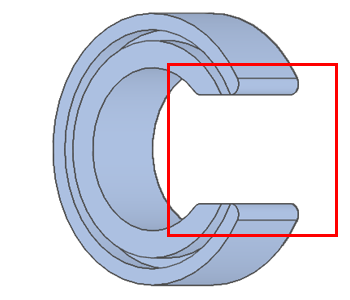
Jeśli naroża zaprojektowano z promieniem R0,5 lub większym, uzyskany kształt będzie zgodny z poniższym.
 Modelowanie R0,5 lub wyższego w narożnikach
Modelowanie R0,5 lub wyższego w narożnikach- Kształt po obróbce
- Szczegółowy rysunek
Możliwe jest zdefiniowanie dowolnego rowka odciążającego jak pokazano poniżej.
 Przekrój poprzeczny
Przekrój poprzeczny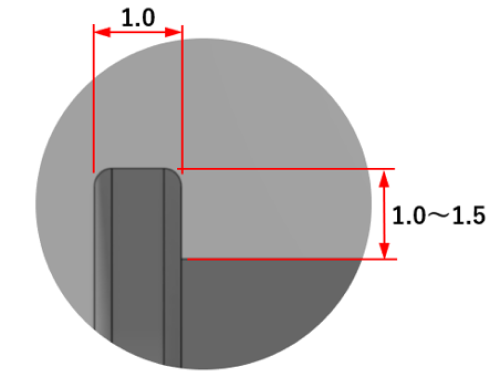 ①Szczegółowy rysunek
①Szczegółowy rysunek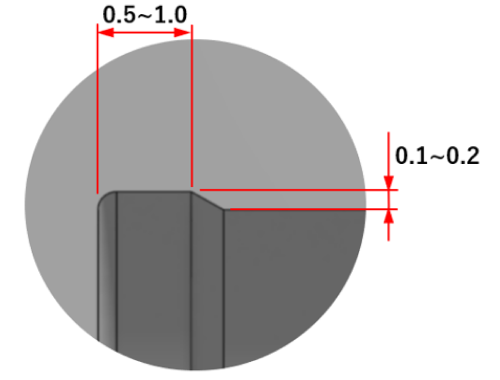 ②Szczegółowy rysunek
②Szczegółowy rysunek
Uwagi
Informacje dotyczące obróbki naroży cylindrycznych znajdują się w lewym dolnym rogu przeglądarki 3D.

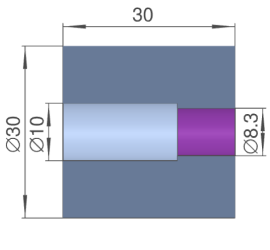

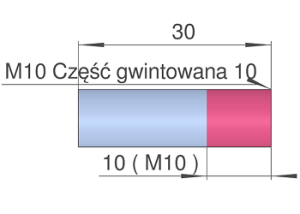

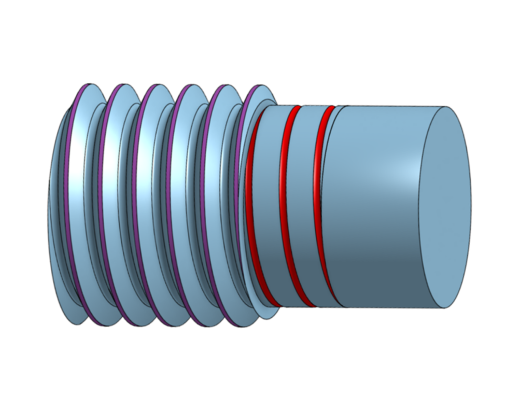
| Gwint zewnętrzny | Gwint wewnętrzny | ||
|---|---|---|---|
| Modelowanie | Bez podcięcia | 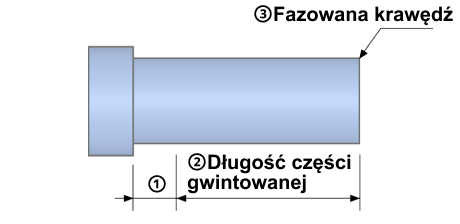 |
 |
| Z podcięciem | 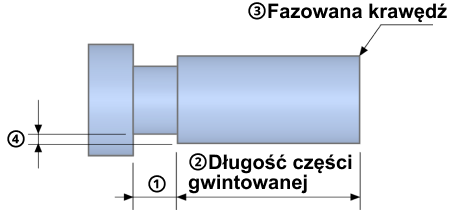 |
 |
|
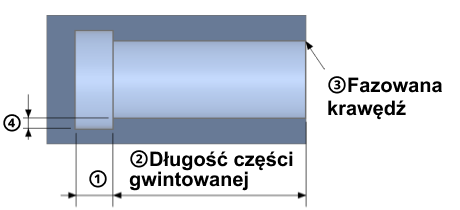
| (1) Minimalna długość gwintu niepełnego i minimalna szerokość podcięcia. | Skok × 2,0 | Skok × 2,5 + 2 | |
| (2) Minimalna długość gwintu zewnętrznego i głębokość gwintu wewnętrznego. | Skok × 2,0 | Skok × 2,0 | |
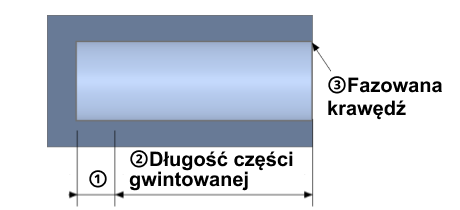
| (3) Krawędź fazowana | Krawędź sfazowana w celu zapobiegania zadziorom | Krawędź sfazowana w celu zapobiegania zadziorom | |
| (4) Minimalna wartość głębokości podcięcia | Skok × 0,75 | Skok × 0,75 | |
Uwaga
Elementy z głębokością podcięcia równą „skok × 0,75” lub mniejszą mogą być obrabiane, ale mogą pozostać ślady gwintu. (4) mogą być obrabiane, ale mogą pojawić się ślady gwintu.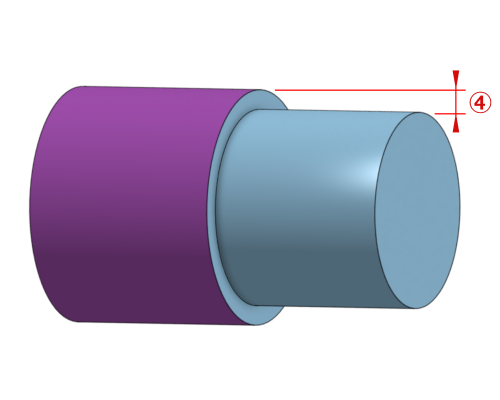 Model referencyjny
Model referencyjny
 Rzeczywisty kształt po obróbce
Rzeczywisty kształt po obróbce
Wskazówka
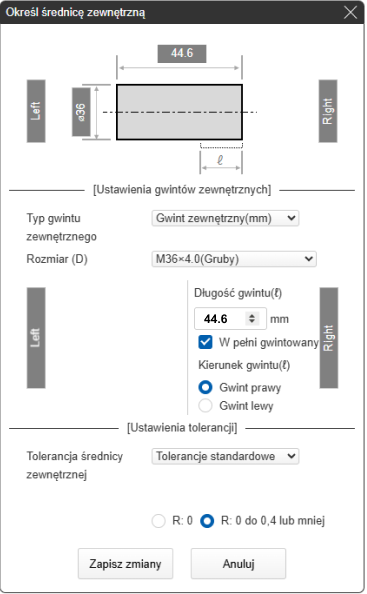
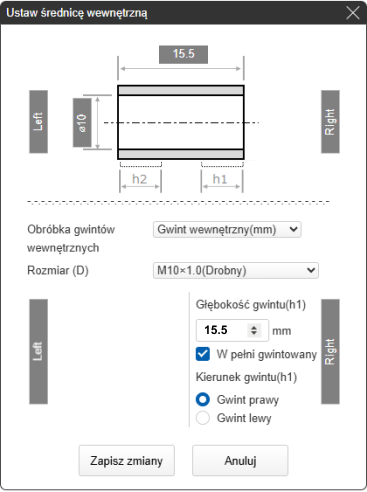
- W polu [Uwagi] zaznaczonym czerwonym polem poniżej opisano odpowiednią długość gwintu/głębokość gwintu.
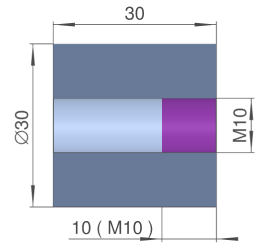
| Przykład 1) Specyfikacja średnicy zewnętrznej: gwint zewnętrzny długość gwintu 44,6 mm – 4,0 (skok) x 2,0 = 36,6 mm | Przykład 2) Specyfikacja średnicy wewnętrznej: gwint śruby wewnętrznej głębokość 15,5 mm – (1,0 (skok) × 2,5 + 2,0) = 11,0 mm |
 |
 |
Uwaga
- Nie można rozpoznać kształtu gwintu. Określ gwint zewnętrzny i wewnętrzny.
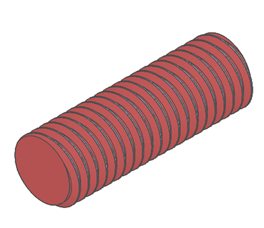
 Obróbka zgodnie z normami ISO (lub JIS B 0203)
Obróbka zgodnie z normami ISO (lub JIS B 0203)  Obróbka zgodnie z modelem
Obróbka zgodnie z modelem 

Uwaga
- Promień naroży kieszeni zależy od średnicy zastosowanego narzędzia, która dobierana jest możliwie najmniejsza.
- W przypadku rozbieżności między modelem a wykonanym elementem prosimy o kontakt.