- AIUTO
- Informazioni tecniche
- Fresatura CNC
- Specifiche di precisione e lavorazione
- Standard per diversi tipi di fori e tasche
Standard per diversi tipi di fori e tasche
Fori cilindrici
I fori realizzati con punte o frese non soggetti a tolleranze di precisione specifiche sono denominati “fori cilindrici” nei servizi di lavorazione. Gli utensili utilizzati hanno differenti profondità di lavorazione preventivabili automaticamente.
Il valore massimo indicato è da considerarsi approssimativo.
Tale valore può variare a seconda di altri fattori indicati in fase di preventivo, come geometria o materiale. Grazie per la comprensione.
Lavorazione con punta
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili , alluminio, Acciaio inossidabile | |
|---|---|
| Diametro | Profondità di lavorazione (approssimativa) |
| 1,0 ≤ Diametro ≤ 1,9 | 40 |
| 2,0 ≤ Diametro ≤ 3,2 | 150 |
| 3,3 ≤ Diametro ≤ 4,2 | 180 |
| 4,3 ≤ Diameter ≤ 6,9 | 200 |
| 7,0 ≤ Diametro ≤ 9,9 | 220 |
| 10 ≤ Diametro ≤ 20 | 300 |
[mm]
| Resina | |
|---|---|
| Diametro | Profondità di lavorazione (approssimativa) |
| 1,0 ≤ Diametro ≤ 1,9 (incrementi di 0,1) | ≤ Diametro * 10 |
| 2 | ≤ Diametro * 15 |
| 2,1 ≤ Diametro ≤ 3,0 (incrementi di 0,1) | ≤ Diametro * 14 |
| 3,1 ≤ Diametro ≤ 4,2 (incrementi di 0,1) | ≤ Diametro * 13 |
| 4,3 ≤ Diametro ≤ 5,7 (incrementi di 0,1) | ≤ Diametro * 12 |
| 5,8 ≤ Diametro ≤ 6,8 (incrementi di 0,1) | ≤ Diametro * 11 |
| 6,9 ≤ Diametro ≤ 9,7 (incrementi di 0.1) | ≤ Diametro * 10 |
| 9,8 ≤ Diametro ≤ 13 (incrementi di 0,1) | ≤ Diametro * 9 |
Lavorazione con fresa
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Nessuna restrizione | ≤100 |
[mm]
| Alluminio | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Nessuna restrizione | ≤100 |
[mm]
| Acciaio inossidabile | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Nessuna restrizione | ≤80 |
[mm]
| Resina | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤7,5 | 11 | 13 | ≤30 |
| 3,5 | 4,5 | ≤10 | 13 | 18 | ≤40 |
| 4,5 | 7 | ≤15 | 18 | Nessuna restrizione | ≤60 |
| 7 | 11 | ≤20 | – | ||
[mm]
|
|||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤14 | 9 | 11 | ≤34 |
| 3,5 | 4,5 | ≤17 | 11 | 13 | ≤44 |
| 4,5 | 6 | ≤19 | 13 | 17 | ≤54 |
| 6 | 7 | ≤22 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Nessuna restrizione | ≤74 |
- Esempio 1: foro diritto Ø12,9 mm in EN 1.0038 equiv.
- → utensile utilizzato: punta, profondità max: 200 mm
- Esempio 2: foro diritto Ø13,1 mm in EN 1.0038 equiv.
- → utensile utilizzato: fresa, profondità max: 48 mm
Intervalli di precisione quotabili automaticamente
Lavorazione con fresa
[mm]
| Diametro | Intervalli di precisione | |||
|---|---|---|---|---|
| > | ≤ | Tolleranza di accoppiamento | Tolleranza bidirezionale (valore minimo) | Tolleranza unidirezionale (valore minimo) |
| – | 3 | Grado IT7 o superiore | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Profondità effettive preventivabili automaticamente
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Nessuna restrizione | ≤100 |
[mm]
| Alluminio | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Nessuna restrizione | ≤100 |
[mm]
| Acciaio inossidabile | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Nessuna restrizione | ≤80 |
[mm]
| Resina | |||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤5 | 11 | 13 | ≤20 |
| 3,5 | 4,5 | ≤6 | 13 | 18 | ≤24 |
| 4,5 | 7 | ≤8 | 18 | 21 | ≤36 |
| 7 | 10 | ≤12 | 21 | Nessuna restrizione | ≤40 |
| 10 | 11 | ≤16 | – | ||
[mm]
|
|||||
|---|---|---|---|---|---|
| Diametro | Profondità di lavorazione (approssimativa) | Diametro | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≦7 | 9 | 11 | ≦31 |
| 3,5 | 4,5 | ≦11 | 11 | 13 | ≦39 |
| 4,5 | 6 | ≦15 | 13 | 17 | ≦47 |
| 6 | 7 | ≦19 | 17 | 21 | ≦63 |
| 7 | 9 | ≦23 | 21 | Nessuna restrizione | ≦73 |
[mm]
| Diametri con alesatore | Profondità Efficace (Approssimativa) | ||||||
|---|---|---|---|---|---|---|---|
|
Acciaio pre-temprato e acciaio per utensili | EN 1.0038 equiv. (materiale ricotto) | Acciaio inossidabile | Alluminio | Resina |
|
|
| 2 | ≤ Diametro * 10 | ≤ Diametro * 9 | ≤ Diametro * 6 | ≤ Diametro * 9 | ≤ Diametro * 10 | ≤ Diametro * 12 | ≤ Diametro * 6 |
|---|---|---|---|---|---|---|---|
| 3 | ≤ Diametro * 9 | ≤ Diametro * 8 | ≤ Diametro * 9 | ≤ Diametro * 12 | ≤ Diametro * 8 | ||
| 4 | ≤ Diametro * 10 | ≤ Diametro * 10 | ≤ Diametro * 8 | ≤ Diametro * 10 | ≤ Diametro * 10 | ||
| 5 | ≤ Diametro * 10 | ≤ Diametro * 15 | |||||
| 6 | ≤ Diametro * 8 | ||||||
| 7 | ≤ Diametro * 6 | ||||||
| 8/9 | ≤ Diametro * 5 | ||||||
| 10/11 | ≤100 | ≤ Diametro * 5 | |||||
| 12/13 | |||||||
| 14/15/16 | ≤ Diametro * 9 | ≤ Diametro * 9 | ≤ Diametro * 9 | ≤ Diametro * 9 | |||
| 17/18/19/20 | ≤ Diametro * 8 | ≤ Diametro * 8 | ≤ Diametro * 8 | ≤ Diametro * 8 |
Fori filettati
Profondità efficaci di filettatura preventivabili automaticamente
[mm]
| Diametro della Filettatura | Passo | Filettatura Grossa | Filettatura Fine | Profondità Efficace (Approssimativa) | ||||
|---|---|---|---|---|---|---|---|---|
| Acciaio (eccetto EN 1.0038 equiv. (materiale ricotto)), Alluminio, Acciaio inossidabile | EN 1.0038 equiv. (materiale ricotto) | Acciaio pre-temprato e acciaio per utensili | resina |
|
||||
| M2 | 0,25 | ✓ | ≤ Diametro della Filettatura * 5 | ≤ Diametro della Filettatura * 3 | ≤ Diametro della Filettatura * 4 | ≤ Diametro della Filettatura * 6 | ≤ Diametro della Filettatura * 2 | |
| 0,4 | ✓ | |||||||
| M2,5 | 0,35 | ✓ | ≤ Diametro della Filettatura * 3 | ≤ Diametro della Filettatura * 5 | ||||
| 0,45 | ✓ | |||||||
| M3 | 0,35 | ✓ | ≤ Diametro della Filettatura * 4 | ≤ Diametro della Filettatura * 5 | ≤ Diametro della Filettatura * 4 | ≤ Diametro della Filettatura * 3 | ||
| 0,5 | ✓ | ≤ Diametro della Filettatura * 5 | ||||||
| M4 | 0,5 | ✓ | ≤ Diametro della Filettatura * 5 | ≤ Diametro della Filettatura * 4 | ||||
| 0,7 | ✓ | ≤ Diametro della Filettatura * 5 | ||||||
| M5 | 0,5 | ✓ | ≤ Diametro della Filettatura * 4 | |||||
| 0,8 | ✓ | ≤ Diametro della Filettatura * 5 | ||||||
| M6 | 0,75 | ✓ | ≤ Diametro della Filettatura * 4 | |||||
| 1 | ✓ | ≤ Diametro della Filettatura * 5 | ||||||
| M8 | 0,75 | ✓ | ≤ Diametro della Filettatura * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | ≤ Diametro della Filettatura * 5 | ||||||
| M10 | 0,75 | ✓ | ≤ Diametro della Filettatura * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | ≤ Diametro della Filettatura * 5 | ||||||
| M12 | 1 | ✓ | ≤ Diametro della Filettatura * 4 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 1,75 | ✓ | ≤ Diametro della Filettatura * 4 | ||||||
| M14 | 1 | ✓ | ≤ Diametro della Filettatura * 3 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 2 | ✓ | ≤ Diametro della Filettatura * 2 | ||||||
| M16 | 1 | ✓ | ≤ Diametro della Filettatura * 3 | |||||
| 1,5 | ✓ | |||||||
| 2 | ✓ |
Profondità effettiva dei maschi quotabili
[mm]
| Diametro della Filettatura | Filettatura Grossa | Filettatura Fine | Profondità Efficace (Approssimativa) | ||||
|---|---|---|---|---|---|---|---|
| Acciaio (eccetto EN 1.0038 equiv. (materiale ricotto)), Alluminio, Acciaio (inossidabile) | EN 1.0038 equiv. (materiale ricotto) | Acciaio pre-temprato e acciaio per utensili | Effective Depth (Approximate) (Resina) |
|
|||
| No.4-40 | ✓ | ≤ Diametro della Filettatura * 3 | - | - | - | - | |
|---|---|---|---|---|---|---|---|
| No.6-32 | ✓ | ||||||
| No.8-32 | ✓ | ||||||
| No.10-24 | ✓ | ||||||
| No.10-32 | ✓ | ||||||
| 1/4-20 | ✓ | ||||||
| 1/4-28 | ✓ | ||||||
| 5/16-18 | ✓ | ||||||
| 3/8-16 | ✓ | ||||||
| 3/8-24 | ✓ | ||||||
| 1/2-13 | ✓ | ||||||
| 5/8-11 | ✓ |
Fori con inserto
Le dimensioni disponibili degli inserti e le profondità effettive specificabili per il servizio di taglio sono le seguenti.
Dimensioni preventivabili
[mm]
| Diametro della Filettatura | Passo | Filettatura Grossa | Lunghezza nominale (Alluminio e resina) |
|
|---|---|---|---|---|
| M2 | 0,4 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M2,5 | 0,45 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M3 | 0,5 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M4 | 0,7 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M5 | 0,8 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M6 | 1 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M8 | 1,25 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M10 | 1,5 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M12 | 1,75 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
Fori a 1 scalino
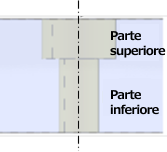
Nei fori a 1 scalino, il livello superiore e quello inferiore possono essere combinazioni diverse di tipo foro e tolleranza di diametro.
Le specifiche di precisione e gli standard per i fori filettati e di precisione sono descritti sopra.
I fori con inserto possono essere selezionati ovunque sia selezionabile un foro filettato (solo per alluminio e resina).
| Passo superiore | Foro diritto | Foro diritto | Foro diritto | Foro di precisione | Foro di precisione | Foro di precisione | Foro filettato | Foro filettato |
|---|---|---|---|---|---|---|---|---|
| Grado inferiore | Foro diritto | Foro di precisione | Foro filettato | Foro diritto | Foro di precisione | Foro filettato | Foro diritto | Foro pilota filettato |
Fori a 2 scalini
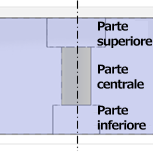
Nei fori a 2 scalini, i livelli superiore, intermedio e inferiore possono essere combinazioni diverse di tipi di foro e di tolleranze di diametro.
Le specifiche di precisione e gli standard per i fori filettati e di precisione sono descritti sopra.
*I fori con inserto possono essere selezionati ovunque sia selezionabile un foro filettato (solo per alluminio e resina).
| Grado superiore | Foro dritto | Foro dritto | Foro dritto | Foro dritto | Foro dritto | Foro dritto | Foro dritto |
|---|---|---|---|---|---|---|---|
| Grado intermedio | Foro dritto | Foro dritto | Foro dritto | Foro di precisione | Foro di precisione | Foro di precisione | Foro di precisione |
| Grado inferiore | Foro dritto | Foro di precisione | Foro di precisione | Foro di precisione | Foro dritto | Foro di precisione | Foro dritto |
| Grado superiore | Foro dritto | Foro filettato | Foro filettato | Foro filettato | Foro filettato | Foro filettato | Foro filettato | Fori di precisione |
|---|---|---|---|---|---|---|---|---|
| Grado intermedio | Foro pilota filettato | Foro dritto | Foro dritto | Foro dritto | Foro pilota filettato | Foro pilota filettato | Foro pilota filettato | Foro dritto |
| Grado inferiore | Foro filettato | Foro dritto | Fori di precisione | Foro filettato | Foro dritto | Fori di precisione | Foro filettato | Foro dritto |
| Grado superiore | Fori di precisione | Fori di precisione | Fori di precisione | Fori di precisione | Fori di precisione | Fori di precisione | Fori di precisione |
|---|---|---|---|---|---|---|---|
| Grado intermedio | Foro dritto | Foro dritto | Fori di precisione | Fori di precisione | Foro filettato | Foro filettato | Foro pilota filettato |
| Grado inferiore | Fori di precisione | Foro filettato | Fori di precisione | Foro dritto | Fori di precisione | Foro dritto | Foro filettato |
*Quando il grado superiore o inferiore è un foro filettato, durante la lavorazione del foro pilota potrebbe formarsi una forma conica sul bordo tra il foro pilota e il grado intermedio.
Fori svasati
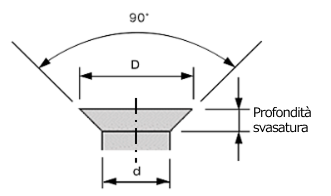
I fori svasati sono lavorati secondo il modello.
Fori asolati
La profondità di lavorazione auto-quotabile varia a seconda della larghezza.
Profondità effettive preventivabili automaticamente
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Nessuna restrizione | ≤100 |
[mm]
| Alluminio | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Nessuna restrizione | ≤100 |
[mm]
| Acciaio inossidabile | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Nessuna restrizione | ≤80 |
[mm]
| Resina | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Nessuna restrizione | ≤60 |
| 6 | 10 | ≤20 | – | ||
[mm]
|
|||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤14 | 8 | 10 | ≤34 |
| 3 | 4 | ≤17 | 10 | 12 | ≤44 |
| 4 | 5 | ≤19 | 12 | 16 | ≤54 |
| 5 | 6 | ≤22 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Nessuna restrizione | ≤74 |
Fori asolati di precisione
 indipendentemente dal passo.
indipendentemente dal passo. Intervalli di precisione specificabili
[mm]
| Larghezza | Intervalli di previsione | |||
|---|---|---|---|---|
| > | ≤ | Tolleranza di accoppiamento | Tolleranza bidirezionale minima | Tolleranza unidirezionale minima |
| – | 3 | Grado IT7 o superiore | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Profondità effettive preventivabili automaticamente
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità Efficace (Approssimativa) | Larghezza | Profondità Efficace (Approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Nessuna restrizione | ≤100 |
[mm]
| Alluminio | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità Efficace (Approssimativa) | Larghezza | Profondità Efficace (Approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Nessuna restrizione | ≤100 |
[mm]
| Acciaio inossidabile | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità Efficace (Approssimativa) | Larghezza | Profondità Efficace (Approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Nessuna restrizione | ≤80 |
[mm]
| Resina | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità Efficace (Approssimativa) | Larghezza | Profondità Efficace (Approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤5 | 10 | 12 | ≤20 |
| 3 | 4 | ≤6 | 12 | 16 | ≤24 |
| 4 | 6 | ≤8 | 16 | 18 | ≤32 |
| 6 | 8 | ≤12 | 18 | 20 | ≤36 |
| 8 | 10 | ≤16 | 20 | Nessuna restrizione | ≤40 |
[mm]
|
|||||
|---|---|---|---|---|---|
| Larghezza | Profondità Efficace (Approssimativa) | Larghezza | Profondità Efficace (Approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7 | 8 | 10 | ≤31 |
| 3 | 4 | ≤11 | 10 | 12 | ≤39 |
| 4 | 5 | ≤15 | 12 | 16 | ≤47 |
| 5 | 6 | ≤19 | 16 | 20 | ≤63 |
| 6 | 8 | ≤23 | 20 | Nessuna restrizione | ≤73 |
Tasche
Tutti i punti di lavorazione che non rientrano nella categoria dei fori o dei fori asolati sono classificati come tasche.
Le tasche hanno anche un intervallo di quotazione automatica per larghezza, profondità e dimensione R (se presente).
Per le forme con uno smusso di C15 o inferiore che possono essere lavorate con una fresa per smussare, non vi è alcun limite di profondità.
Tabella di compatibilità larghezza/profondità tasca
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Nessuna restrizione | ≤100 |
[mm]
| Alluminio | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Nessuna restrizione | ≤100 |
[mm]
| Acciaio inossidabile | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità di lavorazione (approssimativa) | Larghezza | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Nessuna restrizione | ≤80 |
[mm]
| Resina | |||||
|---|---|---|---|---|---|
| Larghezza | Profondità Efficace (Approssimativa) | Larghezza | Profondità Efficace (Approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Nessuna restrizione | ≤60 |
| 6 | 10 | ≤20 | |||
Tabella di compatibilità R delle tasche /altezza
[mm]
| Acciaio, Acciaio pre-temprato e acciaio per utensili | |||||
|---|---|---|---|---|---|
| R | Profondità di lavorazione (approssimativa) | R | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Nessuna restrizione | ≤100 |
[mm]
| Alluminio | |||||
|---|---|---|---|---|---|
| R | Profondità di lavorazione (approssimativa) | R | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Nessuna restrizione | ≤150 |
[mm]
| Acciaio inossidabile | |||||
|---|---|---|---|---|---|
| R | Profondità di lavorazione (approssimativa) | R | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤40 |
| 1.5 | 3 | ≤20 | 6 | 8 | ≤48 |
| 3 | 4 | ≤24 | 8 | 10 | ≤64 |
| 4 | 5 | ≤32 | 10 | Nessuna restrizione | ≤80 |
[mm]
| Resina | |||||
|---|---|---|---|---|---|
| R | Profondità di lavorazione (approssimativa) | R | Profondità di lavorazione (approssimativa) | ||
| > | ≤ | > | ≤ | ||
| 1,249 | 1,5 | ≤7,5 | 5 | 6 | ≤30 |
| 1,5 | 2 | ≤10 | 6 | 10 | ≤40 |
| 2 | 3 | ≤15 | 10 | Nessuna restrizione | ≤50 |
| 3 | 5 | ≤20 | |||