- HILFE
- Technische Informationen
- CNC Fräsen
- Genauigkeit und Verarbeitungsbedingungen
- Standards für verschiedene Bohrungs- und Taschenausführungen
Standards für verschiedene Bohrungs- und Taschenausführungen
Gerade Bohrungen
- Bohrungen, die mit Bohrern oder Schaftfräsern maschinell bearbeitet werden und keine bestimmte Präzision aufweisen, werden beim Schneidservice als “gerade Bohrungen” bezeichnet. Für die Bearbeitung verwendete Werkzeuge haben unterschiedliche Bearbeitungstiefen für automatische Angebote.
- Der Maximalwert wird als Näherung angegeben.
- Der Maximalwert kann je nach anderen angegebenen Bedingungen wie Form und Werkstoff variieren. Vielen Dank für Ihr Verständnis.
Bohrmaschine
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl, Aluminium, Edelstahl | |
|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) |
| 1,0 ≤ Durchmesser ≤ 1,9 | 40 |
| 2,0 ≤ Durchmesser ≤ 3,2 | 150 |
| 3,3 ≤ Durchmesser ≤ 4,2 | 180 |
| 4,3 ≤ Durchmesser ≤ 6,9 | 200 |
| 7,0 ≤ Durchmesser ≤ 9,9 | 220 |
| 10 ≤ Durchmesser ≤ 20 | 300 |
[mm]
| Kunststoff | |
|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) |
| 1,0 ≤ Durchmesser ≤ 1,9 (Schritte von 0,1) | ≤ Durchmesser * 10 |
| 2 | ≤ Durchmesser * 15 |
| 2,1 ≤ Durchmesser ≤ 3,0 (Schritte von 0,1) | ≤ Durchmesser * 14 |
| 3,1 ≤ Durchmesser ≤ 4,2 (Schritte von 0,1) | ≤ Durchmesser * 13 |
| 4,3 ≤ Durchmesser ≤ 5,7 (Schritte von 0,1) | ≤ Durchmesser * 12 |
| 5,8 ≤ Durchmesser ≤ 6,8 (Schritte von 0,1) | ≤ Durchmesser * 11 |
| 6,9 ≤ Durchmesser ≤ 9,7 (Schritte von 0,1) | ≤ Durchmesser * 10 |
| 9,8 ≤ Durchmesser ≤ 13 (Schritte von 0,1) | ≤ Durchmesser * 9 |
Schaftfräsen
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Keine Einschränkungen | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Keine Einschränkungen | ≤100 |
[mm]
| Edelstahl | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Keine Einschränkungen | ≤80 |
[mm]
| Kunststoff | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤7,5 | 11 | 13 | ≤30 |
| 3,5 | 4,5 | ≤10 | 13 | 18 | ≤40 |
| 4,5 | 7 | ≤15 | 18 | Keine Einschränkungen | ≤60 |
| 7 | 11 | ≤20 | – | ||
[mm]
| |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤14 | 9 | 11 | ≤34 |
| 3,5 | 4,5 | ≤17 | 11 | 13 | ≤44 |
| 4,5 | 6 | ≤19 | 13 | 17 | ≤54 |
| 6 | 7 | ≤22 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Keine Einschränkungen | ≤74 |
- Beispiel: Bohren einer geraden Bohrung mit einem Durchmesser von 12,9 in EN 1.0038 equiv.
- Das zu verwendende Werkzeug ist ein Bohrer und die Bearbeitungstiefe beträgt bis zu 200 mm.
- Beispiel 2: Bohren einer geraden Bohrung mit einem Durchmesser von 13,1 in EN 1.0038 equiv.
- Das zu verwendende Werkzeug ist ein Schaftfräser und die Bearbeitungstiefe beträgt bis zu 48 mm.
Präzisionsbohrungen
Eine gerade Bohrung kann durch Einstellen des “Toleranztyps des Bohrungsdurchmessers” in eine Präzisionsbohrung geändert werden. Durch den Wechsel zu einer Präzisionsbohrung kann die Genauigkeit und effektive Tiefe des Durchmessers festgelegt werden.
Genauigkeitsbereiche für automatische Angebote
[mm]
| Durchmesser | Genauigkeitsbereiche | |||
|---|---|---|---|---|
| > | ≤ | Passgenauigkeit | Bidirektionale Toleranz Mindestwert | Unidirektionale Toleranz Mindestwert (Bereich) |
| – | 3 | Klasse IT7 oder höher | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Nutztiefen für automatische Angebote
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Keine Einschränkungen | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Keine Einschränkungen | ≤100 |
[mm]
| Edelstahl | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Keine Einschränkungen | ≤80 |
[mm]
| Kunststoff | |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤5 | 11 | 13 | ≤20 |
| 3,5 | 4,5 | ≤6 | 13 | 18 | ≤24 |
| 4,5 | 7 | ≤8 | 18 | 21 | ≤36 |
| 7 | 10 | ≤12 | 21 | Keine Einschränkungen | ≤40 |
| 10 | 11 | ≤16 | – | ||
[mm]
| |||||
|---|---|---|---|---|---|
| Durchmesser | Bearbeitungstiefe (ungefähr) | Durchmesser | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≦7 | 9 | 11 | ≦31 |
| 3,5 | 4,5 | ≦11 | 11 | 13 | ≦39 |
| 4,5 | 6 | ≦15 | 13 | 17 | ≦47 |
| 6 | 7 | ≦19 | 17 | 21 | ≦63 |
| 7 | 9 | ≦23 | 21 | Keine Einschränkungen | ≦73 |
[mm]
| Durchmesser mit Räumwerkzeug | Nutztiefe (ungefähr) | ||||||
|---|---|---|---|---|---|---|---|
|
Vorvergüteter Stahl und Werkzeugstahl | EN 1.0038 equiv. (geglühter Werkstoff) | Edelstahl | Aluminium | Kunststoff |
|
|
| 2 | ≤ Durchmesser * 10 | ≤ Durchmesser * 9 | ≤ Durchmesser * 6 | ≤ Durchmesser * 9 | ≤ Durchmesser * 10 | ≤ Durchmesser * 12 | ≤ Durchmesser * 6 |
|---|---|---|---|---|---|---|---|
| 3 | ≤ Durchmesser * 9 | ≤ Durchmesser * 8 | ≤ Durchmesser * 9 | ≤ Durchmesser * 12 | ≤ Durchmesser * 8 | ||
| 4 | ≤ Durchmesser * 10 | ≤ Durchmesser * 10 | ≤ Durchmesser * 8 | ≤ Durchmesser * 10 | ≤ Durchmesser * 10 | ||
| 5 | ≤ Durchmesser * 10 | ≤ Durchmesser * 15 | |||||
| 6 | ≤ Durchmesser * 8 | ||||||
| 7 | ≤ Durchmesser * 6 | ||||||
| 8/9 | ≤ Durchmesser * 5 | ||||||
| 10/11 | ≤100 | ≤ Durchmesser * 5 | |||||
| 12/13 | |||||||
| 14; 15; 16 | ≤ Durchmesser * 9 | ≤ Durchmesser * 9 | ≤ Durchmesser * 9 | ≤ Durchmesser * 9 | |||
| 17/18/19/20 | ≤ Durchmesser * 8 | ≤ Durchmesser * 8 | ≤ Durchmesser * 8 | ≤ Durchmesser * 8 |
Gewindebohrungen
Die verfügbaren Gewindegrößen und spezifizierbaren Nutztiefen für den Schneidservice sind wie folgt.
Gewinde-Nutztiefen für Angebote
[mm]
| Gewinde-Ø | Abstand | Regelgewinde | Feingewinde | Nutztiefe (ungefähr) | ||||
|---|---|---|---|---|---|---|---|---|
| Stahl (außer EN 1.0038 equiv. (geglühter Werkstoff)), Aluminium, Edelstahl | EN 1.0038 equiv. (geglühter Werkstoff) | Vorvergüteter Stahl und Werkzeugstahl | Kunststoff |
|
||||
| M2 | 0,25 | ✓ | ≤ Gewindedurchmesser * 5 | ≤ Gewindedurchmesser * 3 | ≤ Gewindedurchmesser * 4 | ≤ Gewindedurchmesser * 6 | ≤ Gewindedurchmesser * 2 | |
|---|---|---|---|---|---|---|---|---|
| 0,4 | ✓ | |||||||
| M2,5 | 0,35 | ✓ | ≤ Gewindedurchmesser * 3 | ≤ Gewindedurchmesser * 5 | ||||
| 0,45 | ✓ | |||||||
| M3 | 0,35 | ✓ | ≤ Gewindedurchmesser * 4 | ≤ Gewindedurchmesser * 5 | ≤ Gewindedurchmesser * 4 | ≤ Gewindedurchmesser * 3 | ||
| 0,5 | ✓ | ≤ Gewindedurchmesser * 5 | ||||||
| M4 | 0,5 | ✓ | ≤ Gewindedurchmesser * 5 | ≤ Gewindedurchmesser * 4 | ||||
| 0,7 | ✓ | ≤ Gewindedurchmesser * 5 | ||||||
| M5 | 0,5 | ✓ | ≤ Gewindedurchmesser * 4 | |||||
| 0,8 | ✓ | ≤ Gewindedurchmesser * 5 | ||||||
| M6 | 0,75 | ✓ | ≤ Gewindedurchmesser * 4 | |||||
| 1 | ✓ | ≤ Gewindedurchmesser * 5 | ||||||
| M8 | 0,75 | ✓ | ≤ Gewindedurchmesser * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | ≤ Gewindedurchmesser * 5 | ||||||
| M10 | 0,75 | ✓ | ≤ Gewindedurchmesser * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | ≤ Gewindedurchmesser * 5 | ||||||
| M12 | 1 | ✓ | ≤ Gewindedurchmesser * 4 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 1,75 | ✓ | ≤ Gewindedurchmesser * 4 | ||||||
| M14 | 1 | ✓ | ≤ Gewindedurchmesser * 3 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 2 | ✓ | ≤ Gewindedurchmesser * 2 | ||||||
| M16 | 1 | ✓ | ≤ Gewindedurchmesser * 3 | |||||
| 1,5 | ✓ | |||||||
| 2 | ✓ |
Gewinde-Nutztiefen für Angebote
| Gewinde-Ø | Regelgewinde | Feingewinde | Nutztiefe (ungefähr) | ||||
|---|---|---|---|---|---|---|---|
| Stahl (außer EN 1.0038 equiv. (geglühter Werkstoff)), Aluminium, Edelstahl | EN 1.0038 equiv. (geglühter Werkstoff) | Vorvergüteter Stahl und Werkzeugstahl | Kunststoff |
|
|||
| No.4-40 | ✓ | ≤ Gewindedurchmesser * 3 | - | - | - | - | |
|---|---|---|---|---|---|---|---|
| No.6-32 | ✓ | ||||||
| No.8-32 | ✓ | ||||||
| No.10-24 | ✓ | ||||||
| No.10-32 | ✓ | ||||||
| 1/4-20 | ✓ | ||||||
| 1/4-28 | ✓ | ||||||
| 5/16-18 | ✓ | ||||||
| 3/8-16 | ✓ | ||||||
| 3/8-24 | ✓ | ||||||
| 1/2-13 | ✓ | ||||||
| 5/8-11 | ✓ |
Steckbohrungen
Für Angebote geeignete Größen
[mm]
| Gewinde-Ø | Abstand | Regelgewinde |
|
|
|---|---|---|---|---|
| M2 | 0,4 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M2,5 | 0,45 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M3 | 0,5 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M4 | 0,7 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M5 | 0,8 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M6 | 1 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M8 | 1,25 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M10 | 1,5 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
| M12 | 1,75 | ✓ | 0,5D, 1D, 1,5D, 2D | 1D,1,5D,2D |
Einstufige Bohrungen
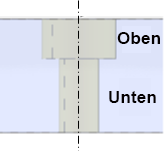
Bei einstufigen Bohrungen kann die obere und untere Stufe verschiedene Kombinationen von Bohrungs- und Durchmessertoleranzen sein. Die Präzision und die Standards für Gewindebohrungen und Präzisionsbohrungen sind oben beschrieben. *Steckbohrungen können auch dort ausgewählt werden, wo Gewindebohrungen auswählbar sind. (Nur für Aluminium und Kunststoff)
| Oberer Schritt | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Präzisionsbohrung | Präzisionsbohrung | Präzisionsbohrung | Gewindebohrung | Gewindebohrung |
|---|---|---|---|---|---|---|---|---|
| Unterer Schritt | Gerade Bohrung | Präzisionsbohrung | Gewindebohrung | Gerade Bohrung | Präzisionsbohrung | Gewindebohrung | Gerade Bohrung | Zapfenbohrung mit Gewinde |
*Wenn die obere Stufe eine Gewindebohrung ist, kann während der Bearbeitung der Zapfenbohrung eine Kegelform an der Grenze zwischen der oberen und der unteren Stufe auftreten.
Zweistufige Bohrungen
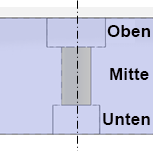
Bei zweistufigen Bohrungen kann die obere, mittlere und untere Stufe verschiedene Kombinationen von Bohrungs- und Durchmessertoleranzen sein. Die Präzision und die Standards für Gewindebohrungen und Präzisionsbohrungen sind oben beschrieben.
*Steckbohrungen können auch dort ausgewählt werden, wo Gewindebohrungen auswählbar sind. (Nur für Aluminium und Kunststoff)
| Oberer Schritt | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung |
|---|---|---|---|---|---|---|---|
| Mittlere Stufe | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Präzisionsbohrung | Präzisionsbohrung | Gewindebohrung | Gewindebohrung |
| Unterer Schritt | Gerade Bohrung | Präzisionsbohrung | Gewindebohrung | Präzisionsbohrung | Gerade Bohrung | Präzisionsbohrung | Gerade Bohrung |
| Oberer Schritt | Gerade Bohrung | Gewindebohrung | Gewindebohrung | Gewindebohrung | Gewindebohrung | Gewindebohrung | Gewindebohrung | Präzisionsbohrung |
|---|---|---|---|---|---|---|---|---|
| Mittlere Stufe | Zapfenbohrung mit Gewinde | Gerade Bohrung | Gerade Bohrung | Gerade Bohrung | Zapfenbohrung mit Gewinde | Zapfenbohrung mit Gewinde | Zapfenbohrung mit Gewinde | Gerade Bohrung |
| Unterer Schritt | Gewindebohrung | Gerade Bohrung | Präzisionsbohrung | Gewindebohrung | Gerade Bohrung | Präzisionsbohrung | Gewindebohrung | Gerade Bohrung |
| Oberer Schritt | Präzisionsbohrung | Präzisionsbohrung | Präzisionsbohrung | Präzisionsbohrung | Präzisionsbohrung | Präzisionsbohrung | Präzisionsbohrung |
|---|---|---|---|---|---|---|---|
| Mittlere Stufe | Gerade Bohrung | Gerade Bohrung | Präzisionsbohrung | Präzisionsbohrung | Gewindebohrung | Gewindebohrung | Zapfenbohrung mit Gewinde |
| Unterer Schritt | Präzisionsbohrung | Gewindebohrung | Präzisionsbohrung | Gerade Bohrung | Präzisionsbohrung | Gerade Bohrung | Gewindebohrung |
*Wenn die obere oder untere Stufe eine Gewindebohrung ist, kann während der Bearbeitung der Zapfenbohrung eine Kegelform an der Grenze zwischen ihr und der mittleren Stufe auftreten.
Senkbohrungen
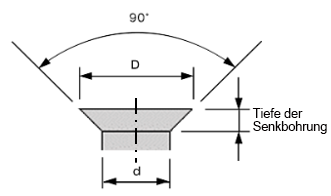
Senkbohrungen werden nach Modell maschinell bearbeitet.
Langlöcher
Die Bearbeitungstiefe für automatische Angebote variiert je nach Breite.
Nutztiefen für automatische Angebote
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Keine Einschränkungen | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Keine Einschränkungen | ≤100 |
[mm]
| Edelstahl | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Keine Einschränkungen | ≤80 |
[mm]
| Kunststoff | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Keine Einschränkungen | ≤60 |
| 6 | 10 | ≤20 | – | ||
[mm]
| |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤14 | 8 | 10 | ≤34 |
| 3 | 4 | ≤17 | 10 | 12 | ≤44 |
| 4 | 5 | ≤19 | 12 | 16 | ≤54 |
| 5 | 6 | ≤22 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Keine Einschränkungen | ≤74 |
Geschlitzte Präzisionsbohrungen
Eine geschlitzte Bohrung kann durch Einstellen des “Toleranztyps des Bohrungsdurchmessers” in eine geschlitzte Präzisionsbohrung geändert werden. Sie können die Präzision für die Steigungsrichtung von geschlitzten Präzisionsbohrungen innerhalb der folgenden Bereiche festlegen.
Die effektive Tiefentoleranz ist die Modelltiefe, unabhängig von der Steigung.
unabhängig von der Steigung.
Präzisionsbereiche, die spezifiziert werden können
[mm]
| Breite | Genauigkeitsbereiche | |||
|---|---|---|---|---|
| > | ≤ | Passgenauigkeit | Minimale bidirektionale Toleranz | Minimaler unidirektionaler Toleranzbereich |
| – | 3 | Klasse IT7 oder höher | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Nutztiefen für automatische Angebote
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl | |||||
|---|---|---|---|---|---|
| Breite | Nutztiefe (ungefähr) | Breite | Nutztiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Keine Einschränkungen | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Breite | Nutztiefe (ungefähr) | Breite | Nutztiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Keine Einschränkungen | ≤100 |
[mm]
| Edelstahl | |||||
|---|---|---|---|---|---|
| Breite | Nutztiefe (ungefähr) | Breite | Nutztiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Keine Einschränkungen | ≤80 |
[mm]
| Kunststoff | |||||
|---|---|---|---|---|---|
| Breite | Nutztiefe (ungefähr) | Breite | Nutztiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤5 | 10 | 12 | ≤20 |
| 3 | 4 | ≤6 | 12 | 16 | ≤24 |
| 4 | 6 | ≤8 | 16 | 18 | ≤32 |
| 6 | 8 | ≤2 | 18 | 20 | ≤36 |
| 8 | 10 | ≤6 | 20 | Keine Einschränkungen | ≤40 |
[mm]
| |||||
|---|---|---|---|---|---|
| Breite | Nutztiefe (ungefähr) | Breite | Nutztiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7 | 8 | 10 | ≤31 |
| 3 | 4 | ≤11 | 10 | 12 | ≤39 |
| 4 | 5 | ≤15 | 12 | 16 | ≤47 |
| 5 | 6 | ≤19 | 16 | 20 | ≤63 |
| 6 | 8 | ≤23 | 20 | Keine Einschränkungen | ≤73 |
Taschen
Alle Bearbeitungspunkte, die nicht in die Kategorie der Bohrungen oder geschlitzten Bohrungen fallen, werden als Taschen klassifiziert.
Taschen haben auch ein automatisches Angebotsspektrum für Breite, Tiefe und Größe von R (falls vorhanden).
Für Formen mit einer Fase von C15 oder weniger, die mit einem Fasenschneider bearbeitet werden können, gibt es keine Tiefenbegrenzung.
Kompatibilitätstabelle für Taschenbreite/-tiefe
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Keine Einschränkungen | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Keine Einschränkungen | ≤100 |
[mm]
| Edelstahl | |||||
|---|---|---|---|---|---|
| Breite | Bearbeitungstiefe (ungefähr) | Breite | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Keine Einschränkungen | ≤80 |
[mm]
| Kunststoff | |||||
|---|---|---|---|---|---|
| Breite | Nutztiefe (ungefähr) | Breite | Nutztiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Keine Einschränkungen | ≤60 |
| 6 | 10 | ≤20 | |||
Kompatibilitätstabelle für Taschen-R/-höhe
[mm]
| Stahl, Vorvergüteter Stahl und Werkzeugstahl | |||||
|---|---|---|---|---|---|
| R | Bearbeitungstiefe (ungefähr) | R | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Keine Einschränkungen | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| R | Bearbeitungstiefe (ungefähr) | R | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Keine Einschränkungen | ≤150 |
[mm]
| Edelstahl | |||||
|---|---|---|---|---|---|
| R | Bearbeitungstiefe (ungefähr) | R | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤40 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤48 |
| 3 | 4 | ≤24 | 8 | 10 | ≤64 |
| 4 | 5 | ≤32 | 10 | Keine Einschränkungen | ≤80 |
[mm]
| Kunststoff | |||||
|---|---|---|---|---|---|
| R | Bearbeitungstiefe (ungefähr) | R | Bearbeitungstiefe (ungefähr) | ||
| > | ≤ | > | ≤ | ||
| 1,249 | 1,5 | ≤7,5 | 5 | 6 | ≤30 |
| 1,5 | 2 | ≤10 | 6 | 10 | ≤40 |
| 2 | 3 | ≤15 | 10 | Keine Einschränkungen | ≤50 |
| 3 | 5 | ≤20 | |||