Proces produkcyjny zakłada, że dane CAD 3D są dokładne.
Nie zapomnij uwzględnić poniższych cech geometrycznych:
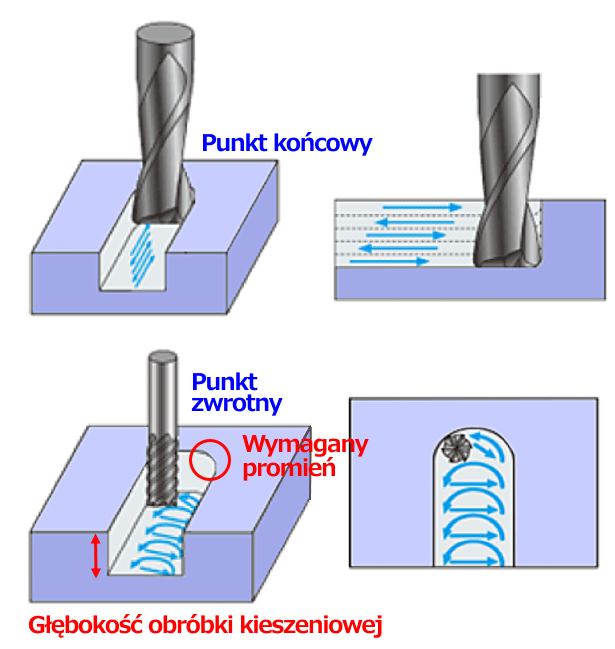
Promień (R) na końcu trajektorii freza
Trajektoria freza zawsze zawiera promień R na końcu i w punktach nawrotu. Należy zaprojektować promień co najmniej R0.75. Większy promień umożliwia użycie większego freza, co przekłada się na krótszy czas obróbki i niższy koszt.
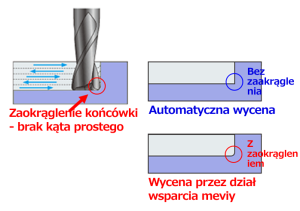
Nie modeluj promienia nosa freza
Nie należy modelować promienia nosa freza(bardzo mały R na czubku narzędzia).
Jego obecność uniemożliwia poprawne rozpoznanie kierunku obróbki i uniemożliwia automatyczną wycenę.
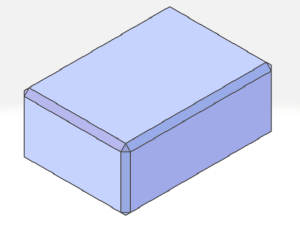
Fazowania powyżej C0.5 muszą być zamodelowane
Fazowania większe niż C0.5 muszą być widoczne w modelu.
Dla ostrych narożników lub narożników ≤ C0.5 stosuje się wykończenie C0.1–0.5.
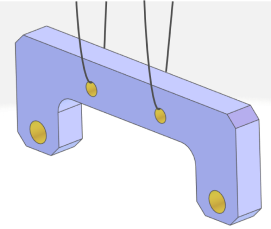
Otwory do zawieszenia elementów w procesie obróbki powierzchniowej
W przypadku chromianu trójwartościowego, twardego chromowania, wszystkich typów anodowanego aluminium oraz pasywacji, część musi posiadać otwory umożliwiające jej zawieszenie i zanurzenie w kąpieli obróbczej.
Należy zamodelować je w jednej lub kilku poniższych formach:
• Otwory przelotowe o średnicy ≥ ø3.5 (nie mogą być precyzyjne)