- POMOC
- Informacje techniczne
- Części z blachy
- Wytyczne dotyczące projektowania
- Otwory formowane i gwintowane przez tarcie
Otwory formowane i gwintowane przez tarcie
| Zasady modelowania | Przykład |
|---|---|
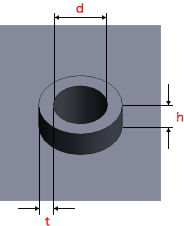
| Średnica wewnętrzna (d) powinna być zgodna z zasadami identyfikacji otworów gwintowanych opisanymi wcześniej. Wysokość kołnierza (h) oraz grubość ścianki kołnierza (t) powinny być mniejsze lub równe grubości blachy. |
Przykład 1
Przykład 2
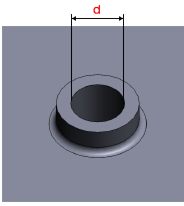
* Sekcja pionowa może mieć zakrzywiony profil. |