- POMOC
- Informacje techniczne
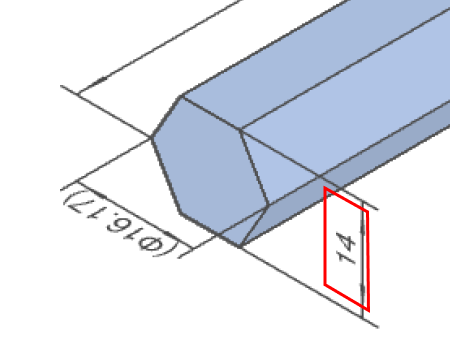
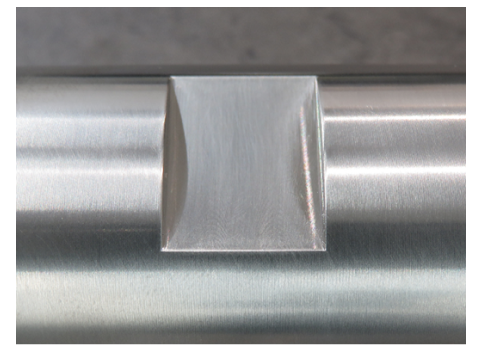
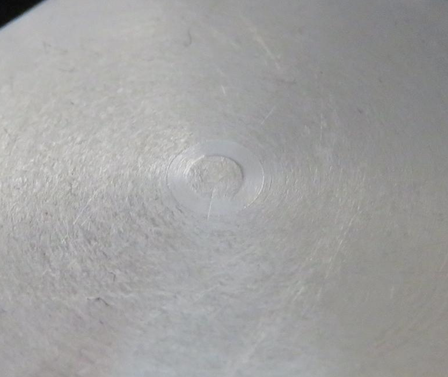
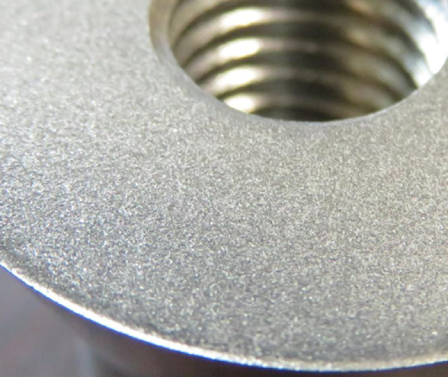
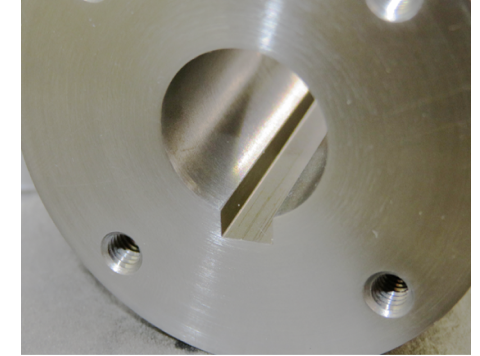
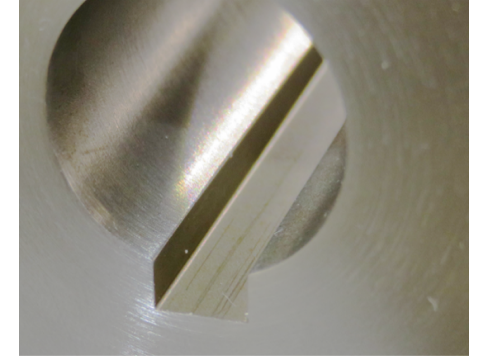
- Części toczone
- Dokładność i specyfikacje obróbki
- Dokładność i specyfikacje obróbki skrawaniem
Dokładność i specyfikacje obróbki skrawaniem

 |
 |
 |
 |
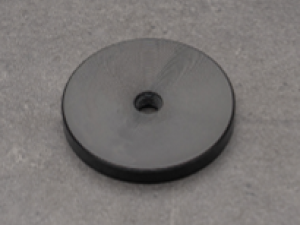
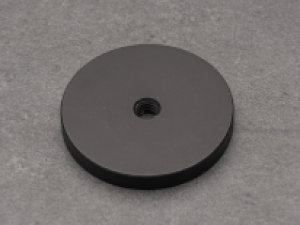
| Twardy chrom | Chromian trójwartościowy (przezroczysty) | Chromian trójwartościowy (czarny) | Czarny chrom niskotemperaturowy |
 |
 |
 |
 |
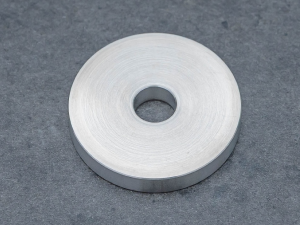
| Anodowanie bezbarwne | Anodowanie na czarno | Anodowany na czarno (matowy) | Twardy anodowany (przezroczysty) |
 |
 |
||
| Pasywacja | Pasywacja chromem trójwartościowym (SurTec 650) |





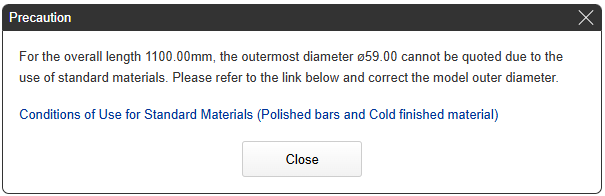
Wskazówka