- AIDE
- Informations techniques
- Fraisage CNC
- Précision et spécifications d'usinage
- Contrôle de qualité
Contrôle de qualité
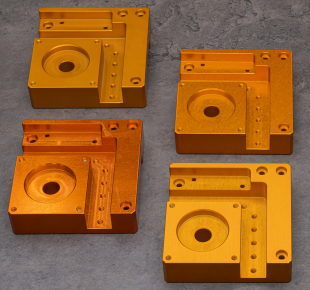
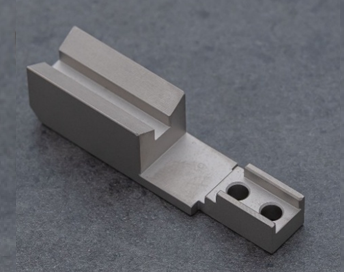
Face de fraisage | ||
|---|---|---|
 |  | 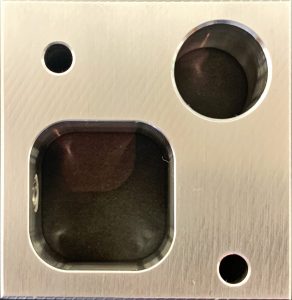 |
|
|
|
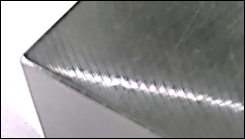
| Surface non traitée | ||
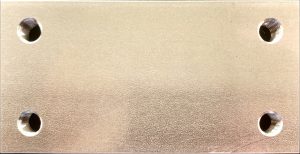 | 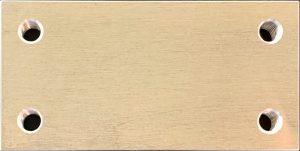 |  |
|
|
|
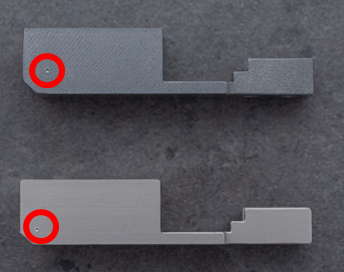
| Image illustrant la méthode de suspension | Suspension de traitement de surface et marques de contact d’électrode | |
 |  |  |
| Aluminium anodisé (noir) | Aluminium anodisé (clair) | |
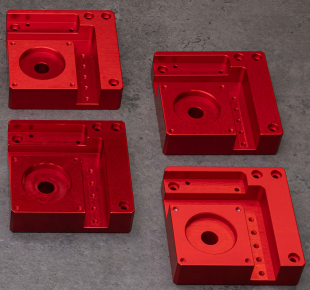









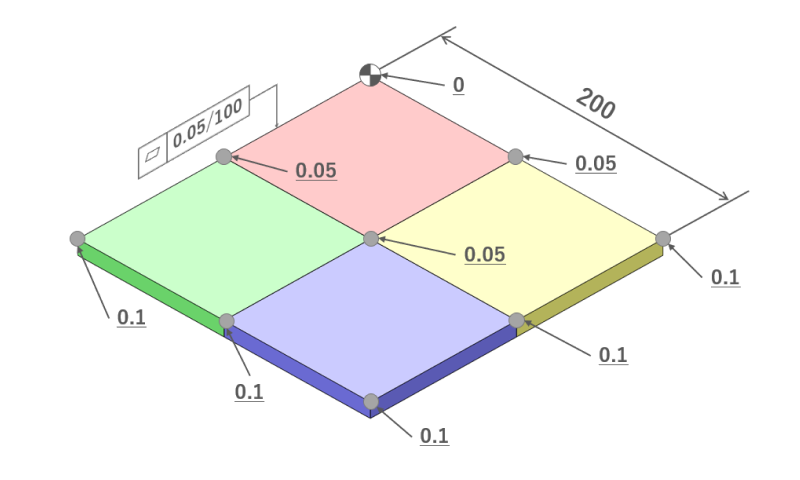
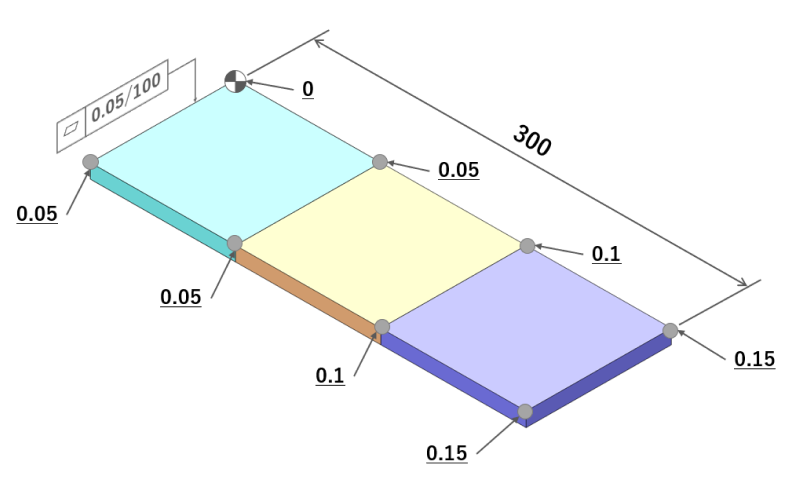
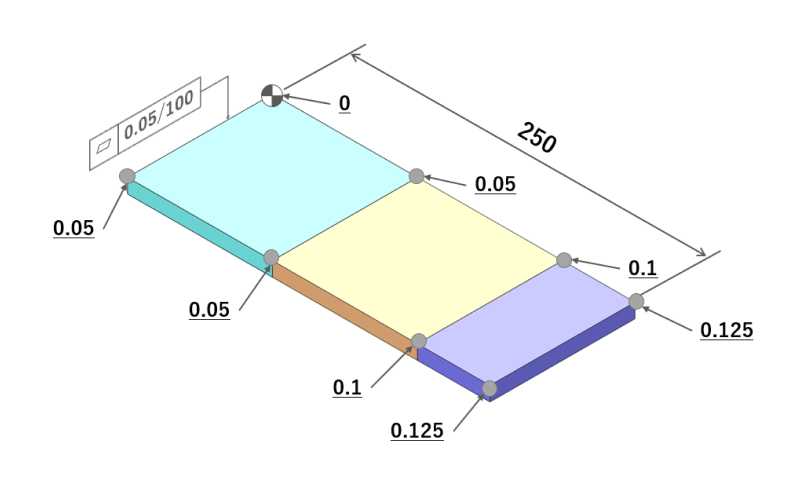
| Chanfreinage d’angle | |
 |  |
| Chanfreinage d’entrées de trous non spécifiées | |
 | 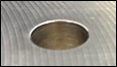 |



| Intérieur | Extérieur | ||
| Emballage du produit | Diagramme 2D simple | Multiple | simple |
 | 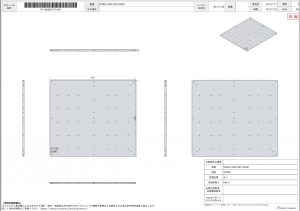 |  |  |
Comprend des diagrammes 2D simples 2 couches de papier bulle autour de chaque côté L’étiquette du produit sera apposée à l’extérieur avant l’envoi. | Envoyé dans une boîte ou un sachet à bulles. | ||

