- AIDE
- Informations techniques
- Fraisage CNC
- Précision et spécifications d'usinage
- Normes pour différents types de trous et de poches
Normes pour différents types de trous et de poches
Trous droits
- Les trous usinés avec des forets ou des fraises qui ne présentent pas une précision spécifiée sont appelés « trous droits » dans le service de coupe. Les outils utilisés pour l’usinage ont différentes profondeurs d’usinage pouvant être automatiquement indiquées.
- La valeur maximale est indiquée à titre approximatif.
- La valeur maximale peut varier en fonction d’autres conditions indiquées dans le devis, telles que la forme et le matériau. Merci de votre compréhension.
Usinage par perçage
[mm]
| Acier, Acier prédurci et acier à outils, Aluminium, Acier inoxydable | |
|---|---|
| Diamètre | Profondeur d’usinage (approximative) |
| 1,0 ≤ Diamètre ≤ 1,9 | 40 |
| 2,0 ≤ Diamètre ≤ 3,2 | 150 |
| 3,3 ≤ Diamètre ≤ 4,2 | 180 |
| 4,3 ≤ Diamètre ≤ 6,9 | 200 |
| 7,0 ≤ Diamètre ≤ 9,9 | 220 |
| 10 ≤ Diamètre ≤ 20 | 300 |
[mm]
| Résine | |
|---|---|
| Diamètre | Profondeur d’usinage (approximative) |
| 1,0 ≤ Diamètre ≤ 1,9 (Increments of 0,1) | ≤ Diamètre * 10 |
| 2 | ≤ Diamètre * 15 |
| 2,1 ≤ Diamètre ≤ 3,0 (Increments of 0,1) | ≤ Diamètre * 14 |
| 3,1 ≤ Diamètre ≤ 4,2 (Increments of 0,1) | ≤ Diamètre * 13 |
| 4,3 ≤ Diamètre ≤ 5,7 (Increments of 0,1) | ≤ Diamètre * 12 |
| 5,8 ≤ Diamètre ≤ 6,8 (Increments of 0,1) | ≤ Diamètre * 11 |
| 6,9 ≤ Diamètre ≤ 9,7 (Increments of 0,1) | ≤ Diamètre * 10 |
| 9,8 ≤ Diamètre ≤ 13 (Increments of 0,1) | ≤ Diamètre * 9 |
Usinage par fraisage
La profondeur d’usinage des diamètres sans foret est la suivante:
[mm]
| Acier, Acier prédurci et acier à outils | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Aucune restriction | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Aucune restriction | ≤100 |
[mm]
| Acier inoxydable | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Aucune restriction | ≤80 |
[mm]
| Résine | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤7,5 | 11 | 13 | ≤30 |
| 3,5 | 4,5 | ≤10 | 13 | 18 | ≤40 |
| 4,5 | 7 | ≤15 | 18 | Aucune restriction | ≤60 |
| 7 | 11 | ≤20 | – | ||
[mm]
| |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤14 | 9 | 11 | ≤34 |
| 3,5 | 4,5 | ≤17 | 11 | 13 | ≤44 |
| 4,5 | 6 | ≤19 | 13 | 17 | ≤54 |
| 6 | 7 | ≤22 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Aucune restriction | ≤74 |
- Exemple : Perçage d’un trou droit d’un diamètre de 12,9 dans un EN 1.0038 équiv.
- L’outil à utiliser est un foret et la profondeur d’usinage est de 200 mm maximum.
- Exemple 2 : Perçage d’un trou droit d’un diamètre de 13,1 dans un EN 1.0038 équiv.
- L’outil à utiliser est une fraise et la profondeur d’usinage est de 48 mm maximum.
Plages de précision auto-quotables
Un trou droit peut être transformé en trou de précision en réglant le « Type de tolérance du diamètre du trou ». En passant à un trou de précision, il est possible de spécifier la précision et la profondeur effective utile pour le diamètre.
Usinage par fraisage
[mm]
| Diamètre | Plages de précision | |||
|---|---|---|---|---|
| > | ≤ | Tolérance d’ajustement | Tolérance bidirectionnelle Valeur minimale | Tolérance unidirectionnelle Valeur minimale (plage) |
| – | 3 | Grade IT7 ou supérieur | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Profondeurs effectives utiles pour devis automatiques
[mm]
| Acier, Acier prédurci et acier à outils | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Aucune restriction | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Aucune restriction | ≤100 |
[mm]
| Acier inoxydable | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Aucune restriction | ≤80 |
[mm]
| Résine | |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤5 | 11 | 13 | ≤20 |
| 3,5 | 4,5 | ≤6 | 13 | 18 | ≤24 |
| 4,5 | 7 | ≤8 | 18 | 21 | ≤36 |
| 7 | 10 | ≤12 | 21 | Aucune restriction | ≤40 |
| 10 | 11 | ≤16 | – | ||
[mm]
| |||||
|---|---|---|---|---|---|
| Diamètre | Profondeur d’usinage (approximative) | Diamètre | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≦7 | 9 | 11 | ≦31 |
| 3,5 | 4,5 | ≦11 | 11 | 13 | ≦39 |
| 4,5 | 6 | ≦15 | 13 | 17 | ≦47 |
| 6 | 7 | ≦19 | 17 | 21 | ≦63 |
| 7 | 9 | ≦23 | 21 | Aucune restriction | ≦73 |
Les profondeurs effectives utiles pouvant être indiquées automatiquement diffèrent en raison de l’usinage de l’alésoir lorsque la tolérance d’ajustement est H7 pour les diamètres suivants.
[mm]
| Diamètres à l’aide d’un alésoir | Profondeur effective utile (approximative) | ||||||
|---|---|---|---|---|---|---|---|
|
Acier prédurci et acier à outils | EN 1.0038 équiv. (matériau recuit) | Acier inoxydable | Aluminium | Résine |
|
|
| 2 | ≤ Diamètre * 10 | ≤ Diamètre * 9 | ≤ Diamètre * 6 | ≤ Diamètre * 9 | ≤ Diamètre * 10 | ≤ Diamètre * 12 | ≤ Diamètre * 6 |
|---|---|---|---|---|---|---|---|
| 3 | ≤ Diamètre * 9 | ≤ Diamètre * 8 | ≤ Diamètre * 9 | ≤ Diamètre * 12 | ≤ Diamètre * 8 | ||
| 4 | ≤ Diamètre * 10 | ≤ Diamètre * 10 | ≤ Diamètre * 8 | ≤ Diamètre * 10 | ≤ Diamètre * 10 | ||
| 5 | ≤ Diamètre * 10 | ≤ Diamètre * 15 | |||||
| 6 | ≤ Diamètre * 8 | ||||||
| 7 | ≤ Diamètre * 6 | ||||||
| 8/9 | ≤ Diamètre * 5 | ||||||
| 10/11 | ≤100 | ≤ Diamètre * 5 | |||||
| 12/13 | |||||||
| 14/15/16 | ≤ Diamètre * 9 | ≤ Diamètre * 9 | ≤ Diamètre * 9 | ≤ Diamètre * 9 | |||
| 17/18/19/20 | ≤ Diamètre * 8 | ≤ Diamètre * 8 | ≤ Diamètre * 8 | ≤ Diamètre * 8 |
Trous filetés
- Les tailles de tarauds disponibles et les profondeurs effectives utiles pour le service de coupe sont les suivantes.
- Si la goujure du taraud est peu profonde, il peut être impossible de garantir 2 filets en raison de la forme de la tête et de la coupe en pointe de l’outil. Pour garantir la force de fixation, veuillez définir 3 filets ou plus.
Profondeurs effectives utiles des tarauds
[mm]
| Diamètre du taraud | Distance de pas | Gros | Fin | Profondeur effective (approximative) | ||||
|---|---|---|---|---|---|---|---|---|
| Acier (sauf EN 1.0038 équiv. (matériau recuit)), Aluminium, Acier inoxydable | EN 1.0038 équiv. (matériau recuit) | Acier prédurci et acier à outils | Résine |
|
||||
| M2 | 0,25 | ✓ | ≤ Diamètre du taraud * 5 | ≤ Diamètre du taraud * 3 | ≤ Diamètre du taraud * 4 | ≤ Diamètre du taraud * 6 | ≤ Diamètre du taraud * 2 | |
| 0,4 | ✓ | |||||||
| M2,5 | 0,35 | ✓ | ≤ Diamètre du taraud * 3 | ≤ Diamètre du taraud * 5 | ||||
| 0,45 | ✓ | |||||||
| M3 | 0,35 | ✓ | ≤ Diamètre du taraud * 4 | ≤ Diamètre du taraud * 5 | ≤ Diamètre du taraud * 4 | ≤ Diamètre du taraud * 3 | ||
| 0,5 | ✓ | ≤ Diamètre du taraud * 5 | ||||||
| M4 | 0,5 | ✓ | ≤ Diamètre du taraud * 5 | ≤ Diamètre du taraud * 4 | ||||
| 0,7 | ✓ | ≤ Diamètre du taraud * 5 | ||||||
| M5 | 0,5 | ✓ | ≤ Diamètre du taraud * 4 | |||||
| 0,8 | ✓ | ≤ Diamètre du taraud * 5 | ||||||
| M6 | 0,75 | ✓ | ≤ Diamètre du taraud * 4 | |||||
| 1 | ✓ | ≤ Diamètre du taraud * 5 | ||||||
| M8 | 0,75 | ✓ | ≤ Diamètre du taraud * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | ≤ Diamètre du taraud * 5 | ||||||
| M10 | 0,75 | ✓ | ≤ Diamètre du taraud * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | ≤ Diamètre du taraud * 5 | ||||||
| M12 | 1 | ✓ | ≤ Diamètre du taraud * 4 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 1,75 | ✓ | ≤ Diamètre du taraud * 4 | ||||||
| M14 | 1 | ✓ | ≤ Diamètre du taraud * 3 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 2 | ✓ | ≤ Diamètre du taraud * 2 | ||||||
| M16 | 1 | ✓ | ≤ Diamètre du taraud * 3 | |||||
| 1,5 | ✓ | |||||||
| 2 | ✓ |
Profondeurs effectives utiles des tarauds
[mm]
| Diamètre du taraud | Gros | Fin | Profondeur effective (approximative) | ||||
|---|---|---|---|---|---|---|---|
| Acier (sauf EN 1.0038 équiv. (matériau recuit)), Aluminium, Acier inoxydable | EN 1.0038 équiv. (matériau recuit) | Acier prédurci et acier à outils | Résine |
|
|||
| No.4-40 | ✓ | ≤ Diamètre du taraud * 3 | - | - | - | - | |
|---|---|---|---|---|---|---|---|
| No.6-32 | ✓ | ||||||
| No.8-32 | ✓ | ||||||
| No.10-24 | ✓ | ||||||
| No.10-32 | ✓ | ||||||
| 1/4-20 | ✓ | ||||||
| 1/4-28 | ✓ | ||||||
| 5/16-18 | ✓ | ||||||
| 3/8-16 | ✓ | ||||||
| 3/8-24 | ✓ | ||||||
| 1/2-13 | ✓ | ||||||
| 5/8-11 | ✓ |
Inserts pour trous
Les tailles d’inserts disponibles et les profondeurs effectives utiles pour le service de coupe sont les suivantes.
Tailles disponibles
[mm]
| Diamètre du taraud | Pas | Gros | Longueur nominale (Aluminium et Résine) |
|
|---|---|---|---|---|
| M2 | 0,4 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M2,5 | 0,45 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M3 | 0,5 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M4 | 0,7 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M5 | 0,8 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M6 | 1 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M8 | 1,25 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M10 | 1,5 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M12 | 1,75 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
Trous à 1 étape
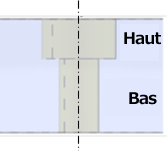
Pour les trous en une étape, les étapes supérieure et inférieure peuvent être différentes combinaisons de types de tolérance de trou et de diamètre. La précision et les normes pour les trous taraudés et de précision sont décrites ci-dessus. *Des trous pour inserts peuvent également être sélectionnés partout où des trous taraudés sont disponibles. (Uniquement pour l’aluminium et la résine)
| Étape supérieure | Trou droit | Trou droit | Trou droit | Trou de précision | Trou de précision | Trou de précision | Trou fileté | Trou fileté |
|---|---|---|---|---|---|---|---|---|
| Étape inférieure | Trou droit | Trou de précision | Trou fileté | Trou droit | Trou de précision | Trou fileté | Trou droit | Trou pilote fileté |
*Lorsque l’échelon supérieur est un trou fileté, une forme conique peut apparaître à la limite entre les échelons supérieur et inférieur lors de l’usinage du trou pilote.
Trous à 2 niveaux
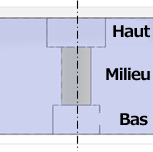
- Pour les trous en deux étapes, les étapes supérieure, centrale et inférieure peuvent être différentes combinaisons de types de tolérance de diamètre de trou et de types de trou. La précision et les normes pour les trous taraudés et de précision sont décrites ci-dessus.
- *Les trous pour inserts peuvent également être sélectionnés partout où des trous taraudés sont disponibles. (Uniquement pour l’aluminium et la résine)
| Étape supérieure | Trou droit | Trou droit | Trou droit | Trou droit | Trou droit | Trou droit | Trou droit |
|---|---|---|---|---|---|---|---|
| Étape intermédiaire | Trou droit | Trou droit | Trou droit | Trou de précision | Trou de précision | Trou fileté | Trou fileté |
| Étape inférieure | Trou droit | Trou de précision | Trou fileté | Trou de précision | Trou droit | Trou de précision | Trou droit |
| Étape supérieure | Trou droit | Trou fileté | Trou fileté | Trou fileté | Trou fileté | Trou fileté | Trou fileté | Trou de précision |
|---|---|---|---|---|---|---|---|---|
| Étape intermédiaire | Trou fileté | Trou droit | Trou droit | Trou droit | Trou fileté | Trou fileté | Trou fileté | Trou droit |
| Étape inférieure | Trou fileté | Trou droit | Trou de précision | Trou fileté | Trou droit | Trou de précision | Trou fileté | Trou droit |
| Étape supérieure | Trou de précision | Trou de précision | Trou de précision | Trou de précision | Trou de précision | Trou de précision | Trou de précision |
|---|---|---|---|---|---|---|---|
| Étape intermédiaire | Trou droit | Trou droit | Trou de précision | Trou de précision | Trou fileté | Trou fileté | Trou pilote fileté |
| Étape inférieure | Trou de précision | Trou fileté | Trou de précision | Trou droit | Trou de précision | Trou droit | Trou fileté |
*Lorsque l’échelon supérieur ou inférieur est un trou fileté, une forme conique peut apparaître à la limite entre celui-ci et l’échelon intermédiaire lors de l’usinage du trou pilote.
Trous fraisés
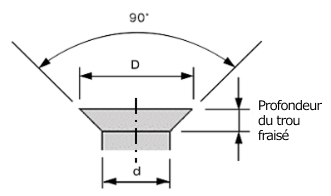
Les trous fraisés sont usinés conformément au modèle.
Trous oblongs
La profondeur d’usinage auto-cotable varie en fonction de la largeur.
Profondeurs effectives utiles pour devis automatiques
[mm]
| Acier, Acier prédurci et acier à outils | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Aucune restriction | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Aucune restriction | ≤100 |
[mm]
| Acier inoxydable | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Aucune restriction | ≤80 |
[mm]
| Résine | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Aucune restriction | ≤60 |
| 6 | 10 | ≤20 | – | ||
[mm]
| |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤14 | 8 | 10 | ≤34 |
| 3 | 4 | ≤17 | 10 | 12 | ≤44 |
| 4 | 5 | ≤19 | 12 | 16 | ≤54 |
| 5 | 6 | ≤22 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Aucune restriction | ≤74 |
Trous oblongs de précision
- Un trou oblong peut être transformé en trou oblong de précision en définissant le « Type de tolérance du diamètre du trou ». Vous pouvez spécifier la précision pour la direction du pas des trous oblongs de précision dans les plages suivantes.
- La tolérance de profondeur effective est la profondeur du modèle, quel que soit le pas.
Plages de précision pouvant être spécifiées
[mm]
| Largeur | Plages de précision | |||
|---|---|---|---|---|
| > | ≤ | Tolérance d’ajustement | Tolérance bidirectionnelle minimale | Plage minimale de tolérance unidirectionnelle |
| – | 3 | Grade IT7 ou supérieur | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Profondeurs effectives utiles pour devis automatiques
[mm]
| Acier, Acier prédurci et acier à outils | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur effective utile (approximative) | Largeur | Profondeur effective utile (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Aucune restriction | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur effective utile (approximative) | Largeur | Profondeur effective utile (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Aucune restriction | ≤100 |
[mm]
| Acier inoxydable | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur effective utile (approximative) | Largeur | Profondeur effective utile (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Aucune restriction | ≤80 |
[mm]
| Résine | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur effective utile (approximative) | Largeur | Profondeur effective utile (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤5 | 10 | 12 | ≤20 |
| 3 | 4 | ≤6 | 12 | 16 | ≤24 |
| 4 | 6 | ≤8 | 16 | 18 | ≤32 |
| 6 | 8 | ≤12 | 18 | 20 | ≤36 |
| 8 | 10 | ≤16 | 20 | Aucune restriction | ≤40 |
[mm]
| |||||
|---|---|---|---|---|---|
| Largeur | Profondeur effective utile (approximative) | Largeur | Profondeur effective utile (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7 | 8 | 10 | ≤31 |
| 3 | 4 | ≤11 | 10 | 12 | ≤39 |
| 4 | 5 | ≤15 | 12 | 16 | ≤47 |
| 5 | 6 | ≤19 | 16 | 20 | ≤63 |
| 6 | 8 | ≤23 | 20 | Aucune restriction | ≤73 |
Poches
- Tous les points d’usinage qui n’entrent pas dans la catégorie des trous ou des trous oblongs sont classés comme des poches.
- Les poches ont également une plage de devis automatique pour la largeur, la profondeur et la taille R (le cas échéant).
- Pour les formes avec un chanfrein de C15 ou moins qui peuvent être usinées avec une fraise à chanfreiner, il n’y a pas de limite de profondeur.
Tableau de compatibilité largeur/profondeur des poches
[mm]
| Acier, Acier prédurci et acier à outils | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Aucune restriction | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Aucune restriction | ≤100 |
[mm]
| Acier inoxydable | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur d’usinage (approximative) | Largeur | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Aucune restriction | ≤80 |
[mm]
| Résine | |||||
|---|---|---|---|---|---|
| Largeur | Profondeur effective utile (approximative) | Largeur | Profondeur effective utile (approximative) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Aucune restriction | ≤60 |
| 6 | 10 | ≤20 | |||
Table de compatibilité poche R/hauteur
[mm]
| Acier, Acier prédurci et acier à outils | |||||
|---|---|---|---|---|---|
| R | Profondeur d’usinage (approximative) | R | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Aucune restriction | ≤100 |
[mm]
| Aluminium | |||||
|---|---|---|---|---|---|
| R | Profondeur d’usinage (approximative) | R | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Aucune restriction | ≤150 |
[mm]
| Acier inoxydable | |||||
|---|---|---|---|---|---|
| R | Profondeur d’usinage (approximative) | R | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤40 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤48 |
| 3 | 4 | ≤24 | 8 | 10 | ≤64 |
| 4 | 5 | ≤32 | 10 | Aucune restriction | ≤80 |
[mm]
| Résine | |||||
|---|---|---|---|---|---|
| R | Profondeur d’usinage (approximative) | R | Profondeur d’usinage (approximative) | ||
| > | ≤ | > | ≤ | ||
| 1,249 | 1,5 | ≤7,5 | 5 | 6 | ≤30 |
| 1,5 | 2 | ≤10 | 6 | 10 | ≤40 |
| 2 | 3 | ≤15 | 10 | Aucune restriction | ≤50 |
| 3 | 5 | ≤20 | |||