- AIUTO
- Informazioni tecniche
- Tornitura CNC
- Linee guida per la progettazione
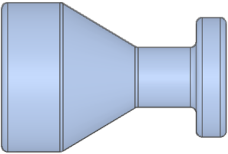
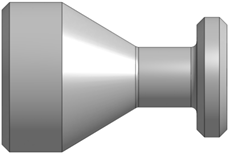
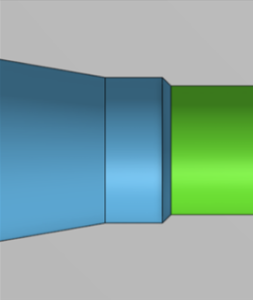
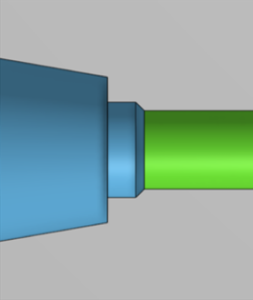
- Differenza tra le forme del modello 3D e il prodotto finito
Differenza tra le forme del modello 3D e il prodotto finito
Note
-
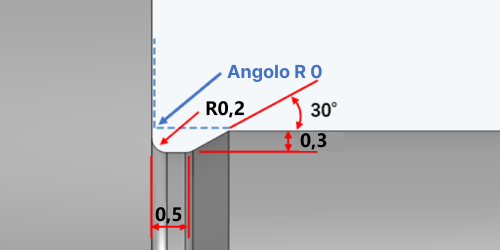
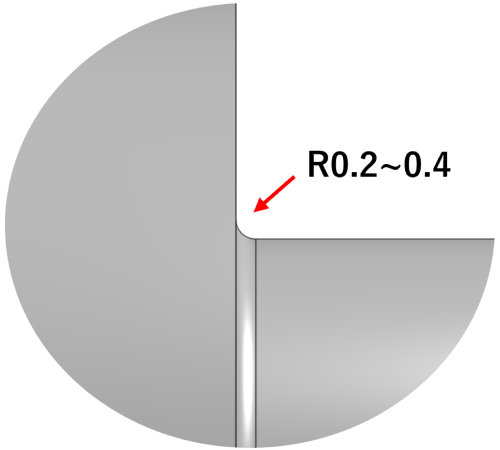
- Un utensile standard per scanalature per anelli di fissaggio ha un angolo R0,2
- Per gli standard relativi agli anelli di fissaggio, cliccare qui.>>>Specifiche per filettatura esterna e interna, chiavi di accesso, fori e tasche
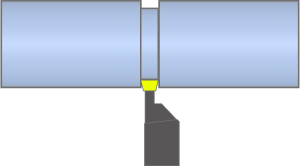
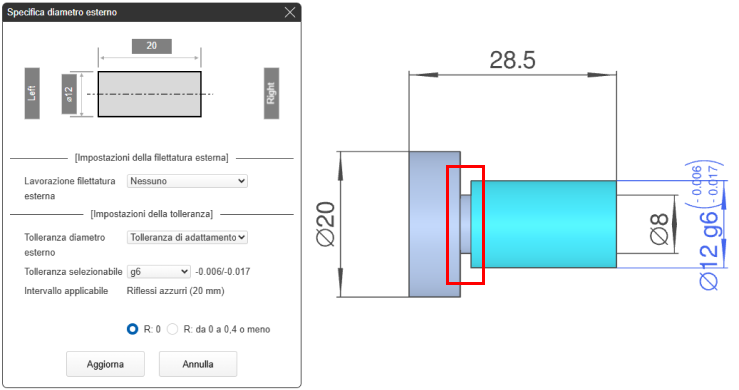
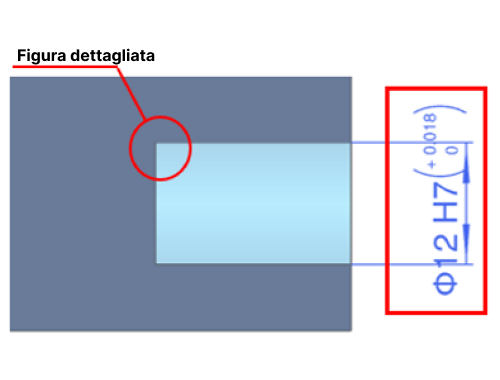
Scanalatura del diametro esterno
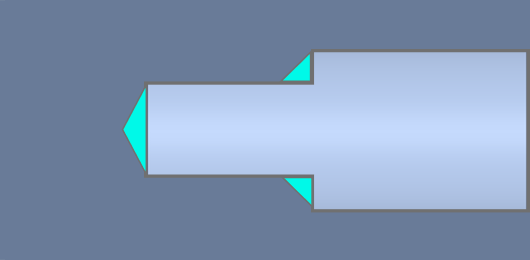
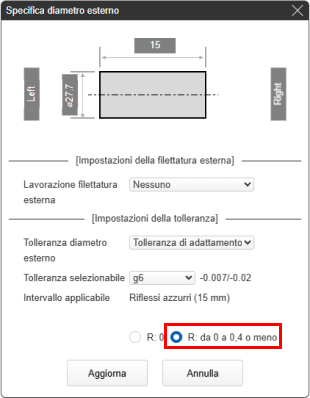
Scanalatura del diametro interno
Precauzione
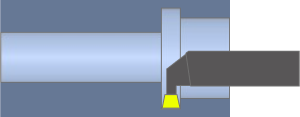
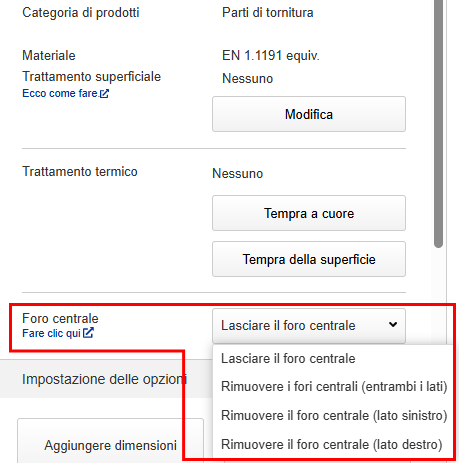
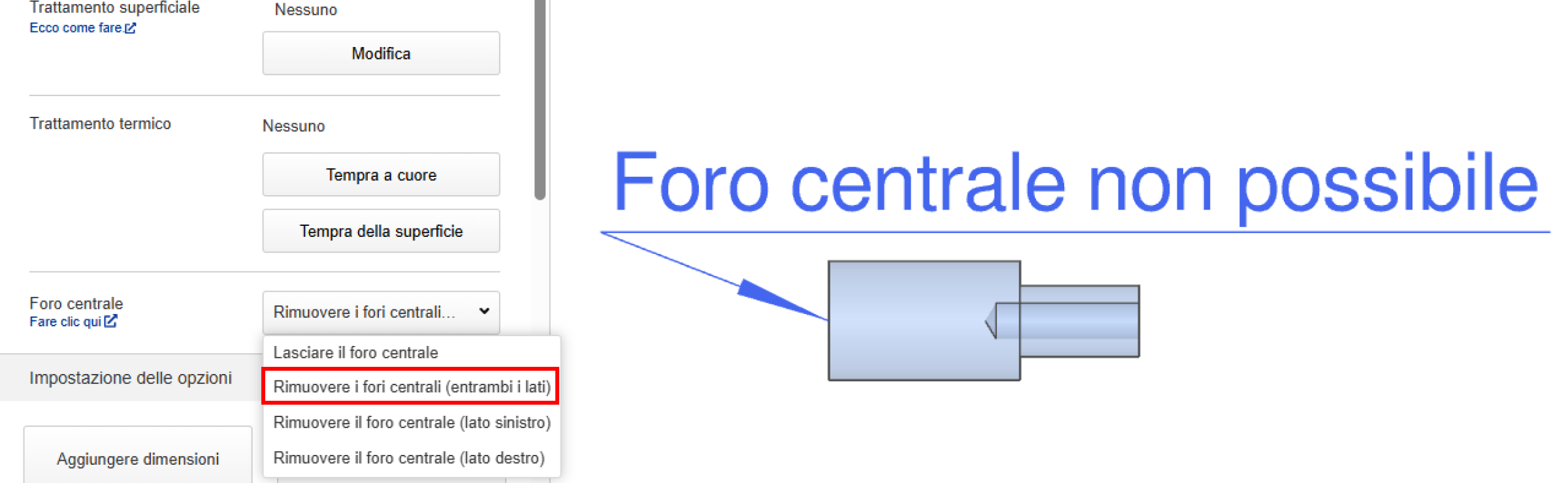
- È possibile selezionare l’opzione “il foro di centraggio non può essere lasciato”, ma potrebbero esserci limitazioni nelle geometrie lavorabili che rendono l’opzione non disponibile. In tal caso, verificare l’avviso riportato nell’angolo in alto a sinistra del Visualizzatore 3D.
Note
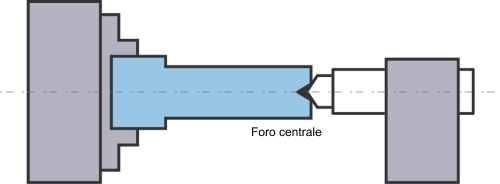
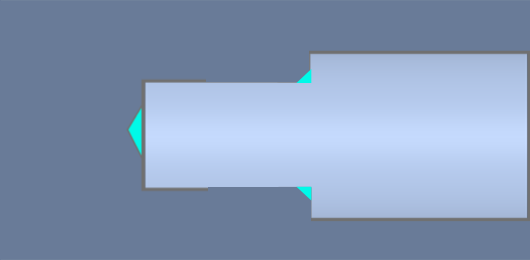
(1) Se selezioni “Rimuovi foro di centraggio”, apparirà una freccia indicativa.
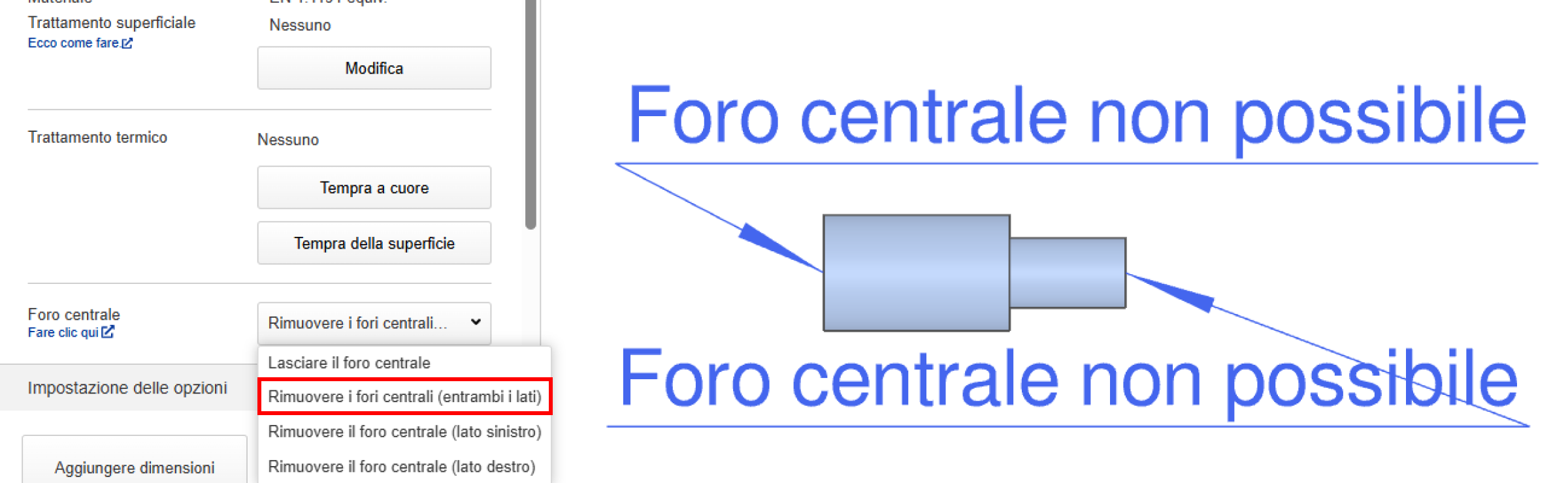
(2) Se il componente ha un foro interno, non apparirà la freccia.
| Modelli di forma | Il diametro interno del foro non presenta gradini | Il diametro interno del foro presenta gradini |
|---|---|---|
| A | 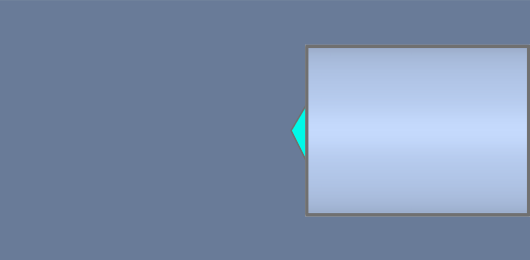 |
 |
| La forma della punta del trapano rimane invariata (il fondo piatto sarà di almeno 1 mm) | ||
| B | 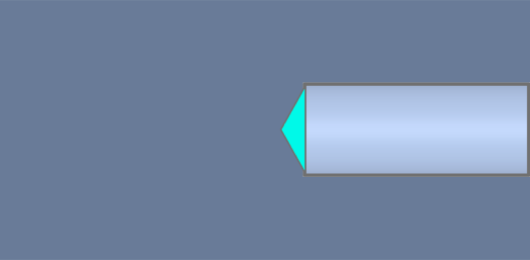 |
 |
| La forma della punta del trapano rimane invariata, senza fondo piatto | ||
Suggerimento
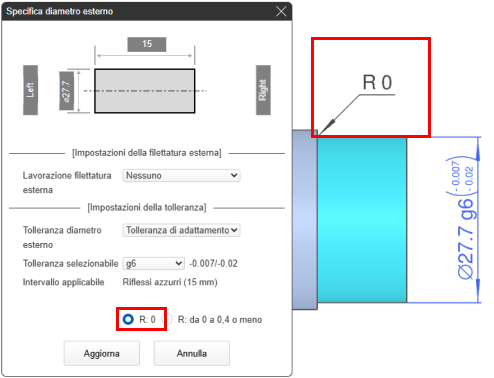
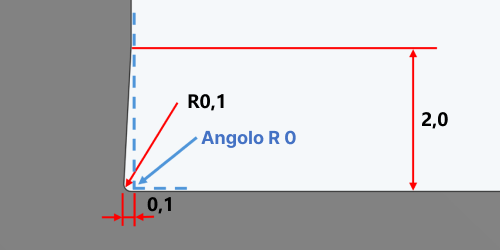
L’angolo R0 ha una larghezza inferiore all’angolo R0,2 – R0,4, pertanto la profondità potrebbe essere inferiore a 0,5 mm. Non è possibile scegliere.① Quando si lavora con utensili R0,4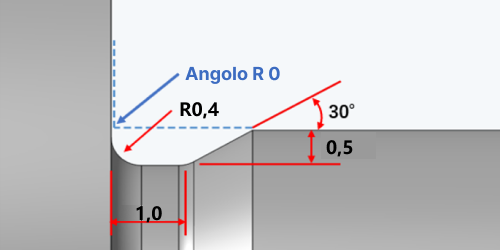
②Quando si lavora con utensili R0,2 con utensili R0,4
Note
Nei seguenti casi, “Angolo R0” non è applicabile.
| (1) Il modello ha un angolo R0,5 o superiore | (2) Il modello ha una scanalatura di rilievo |
 |
 |
Suggerimento
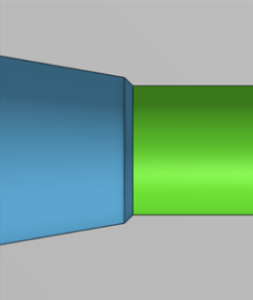
- Qualsiasi forma R dell’angolo cilindrico
- ① R lavorato rimane
- ② Scanalatura di scarico (1) Gioco minimo solo sull’angolo cilindrico
-
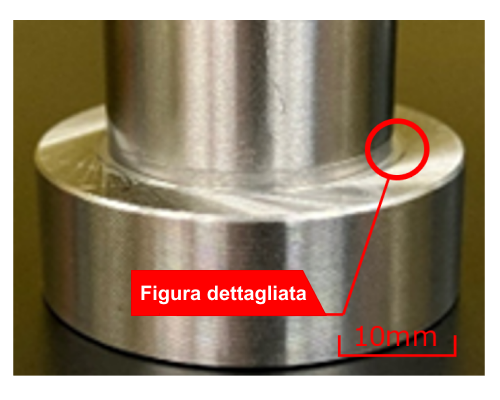
Forma finita dopo la lavorazione
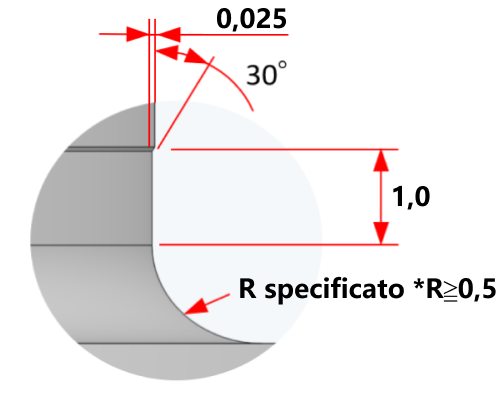
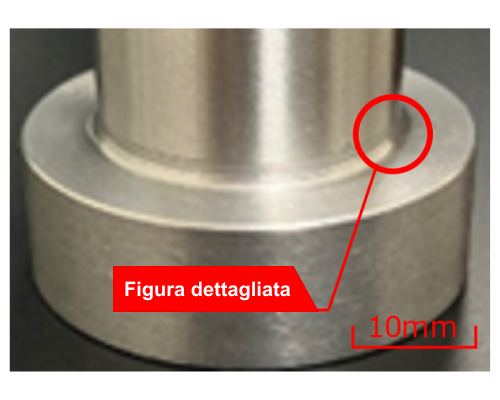
Figura dettagliata
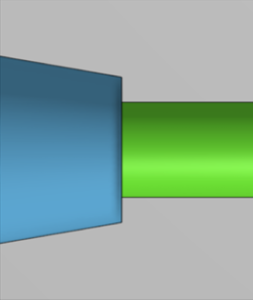
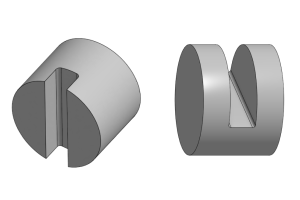
- ③ Scanalatura di scarico (2) Forma di scarico sulla parte cilindrica + parte flangia
-
Forma finita dopo la lavorazione
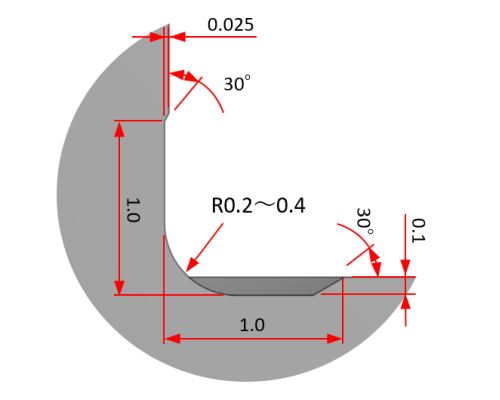
Figura dettagliata
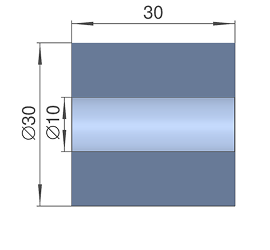
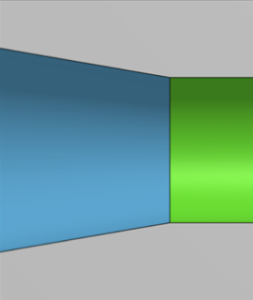
Se gli angoli vengono modellati con R0,5 o superiore, la forma sarà quella mostrata di seguito.
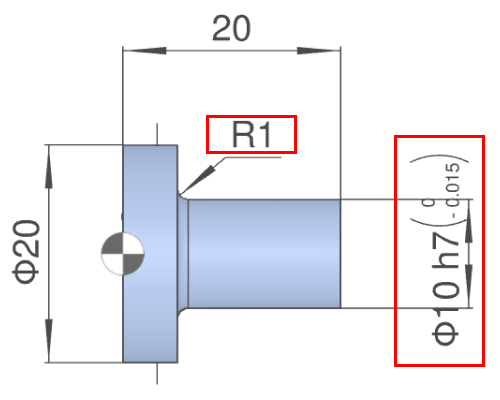 Modellazione di R0,5 o superiore negli angoli
Modellazione di R0,5 o superiore negli angoli- Forma finita dopo la lavorazione
- Figura dettagliata
È possibile impostare qualsiasi scanalatura di scarico inferiore.
 Sezione trasversale
Sezione trasversale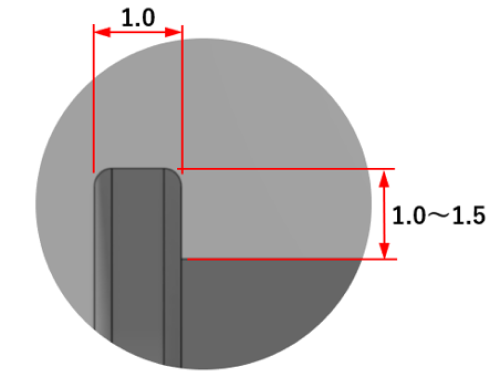 ①Figura dettagliata
①Figura dettagliata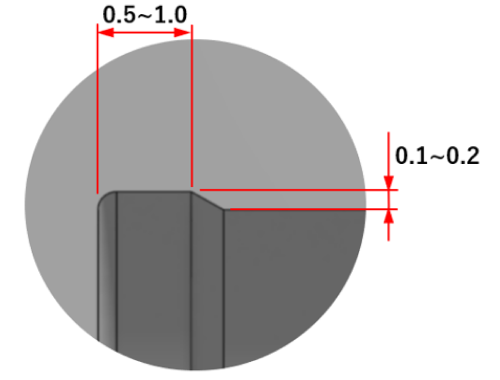 ②Figura dettagliata
②Figura dettagliata
Note
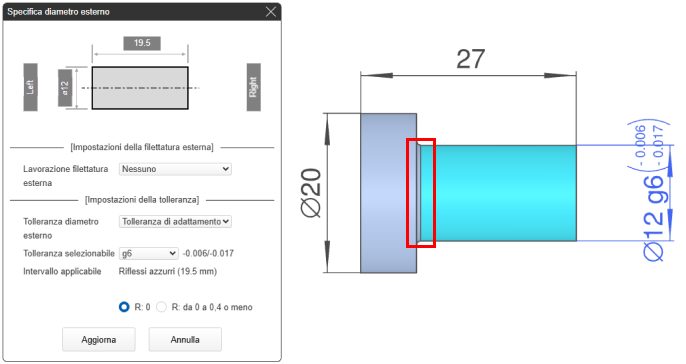
Nella parte inferiore sinistra del visualizzatore 3D sono riportate le informazioni relative alla manipolazione degli angoli cilindrici.

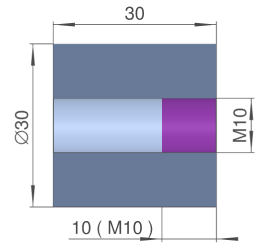
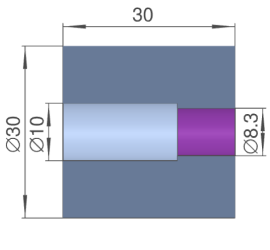



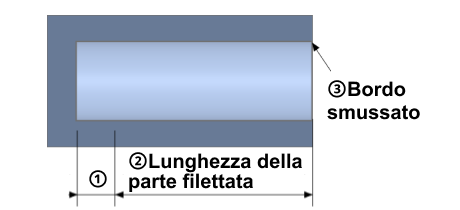
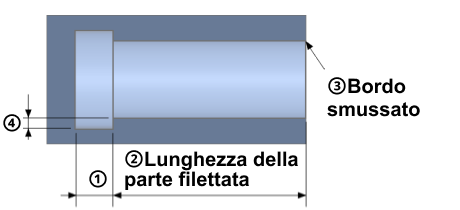
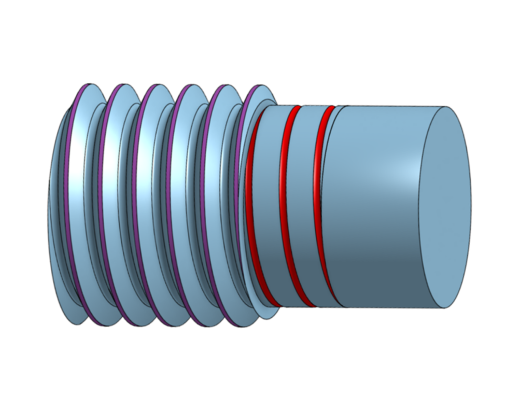
| Filettatura esterna | Filettatura interna | ||
|---|---|---|---|
| Modellatura | Senza gola di scarico | 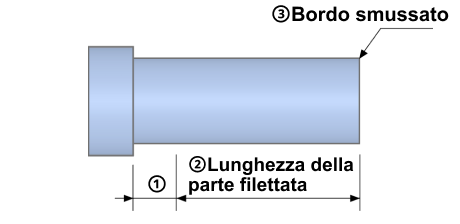 |
 |
| Con gola di scarico | 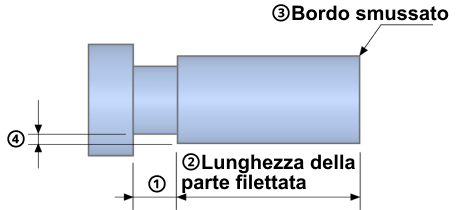 |
 |
|
| (1) Limite inferiore della lunghezza della filettatura incompleta e larghezza della gola. | Passo × 2,0 | Passo × 2,5 + 2 | |
| (2) Limite inferiore della lunghezza utile filettata o profondità minima della filettatura. | Passo × 2,0 | Passo × 2,0 | |
| (3) Bordo smussato | Smussato per evitare sbavature | Smussato per evitare sbavature | |
| (4) Profondità minima della gola di scarico | Spaziatura tra i passi × 0,75 | Spaziatura tra i passi × 0,75 | |
Precauzione
Anche se è possibile lavorare pezzi con profondità della gola ≤ Passo × 0,75, possono rimanere segni residui di filettatura.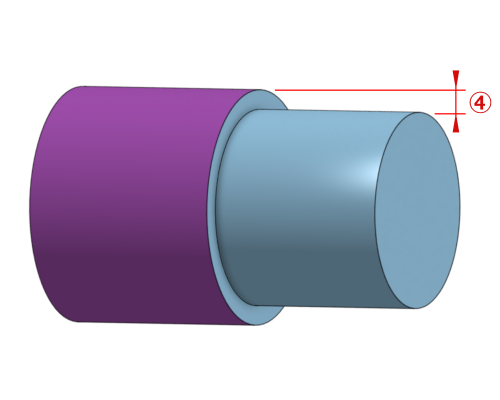 Modello di riferimento
Modello di riferimento
 Forma finita effettiva dopo la lavorazione
Forma finita effettiva dopo la lavorazione
Suggerimento
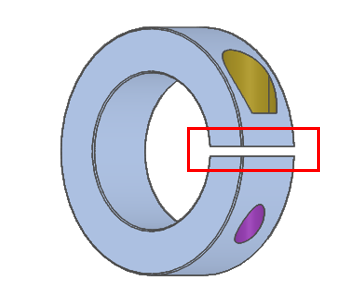
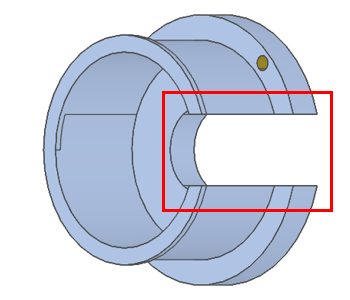
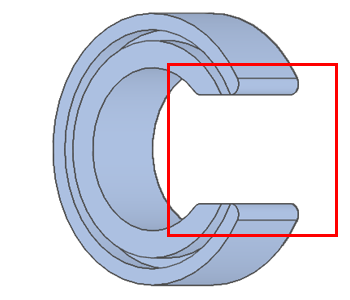
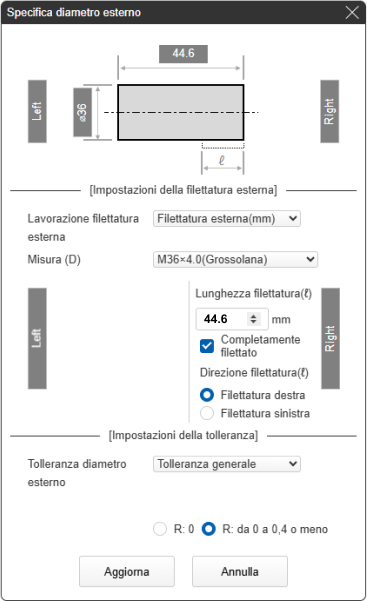
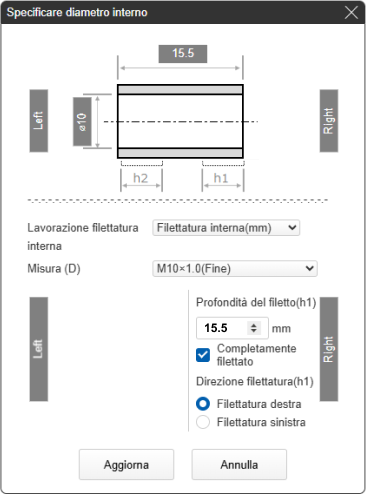
- Le [Note] riportate nel riquadro rosso sottostante descrivono la lunghezza/profondità della filettatura disponibile.
| Esempio 1) Specifiche del diametro esterno: lunghezza della filettatura maschio 44,6 mm – 4,0 (passo) x 2,0 = 36,6 mm | Esempio 2) Specifiche del diametro interno: profondità della filettatura interna 15,5 mm – (1,0 (passo) × 2,5 + 2,0) = 11,0 mm |
 |
 |
Precauzione
- La forma della filettatura non può essere identificata. Impostare la filettatura esterna e interna.
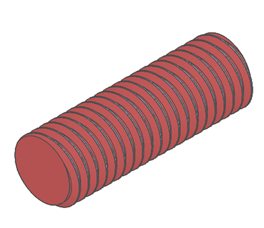
 Lavorato secondo gli standard ISO (o JIS B 0203)
Lavorato secondo gli standard ISO (o JIS B 0203)  Lavorato secondo il modello
Lavorato secondo il modello 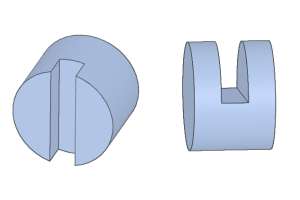

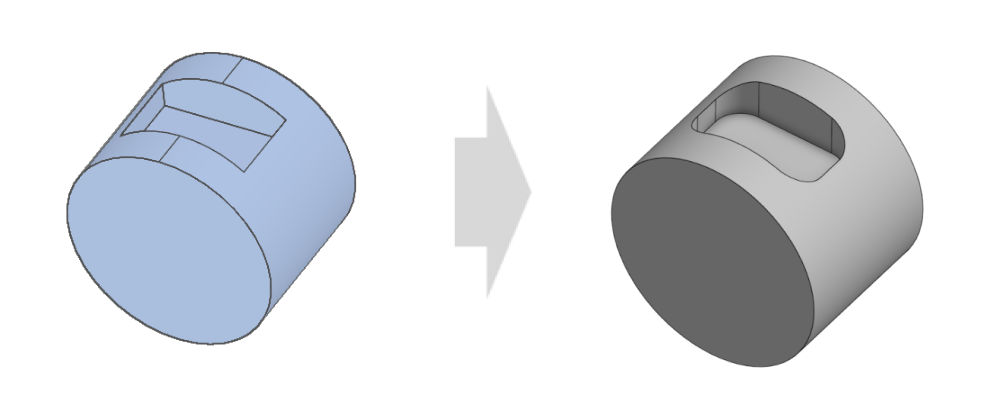
Precauzione
- La curva lavorata sui lati della tasca dipende dal diametro dello strumento, che deve essere il più piccolo possibile.
- In caso di discrepanze tra il modello e la forma finita, non esitate a comunicarcelo.