- AIDE
- Informations techniques
- Tournage CNC
- Directives de conception
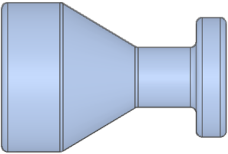
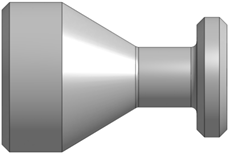
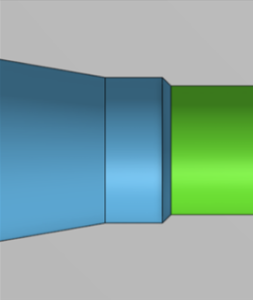
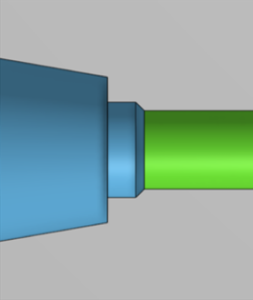
- Différence entre les formes du modèle 3D et du produit fini
Différence entre les formes du modèle 3D et du produit fini
Remarques
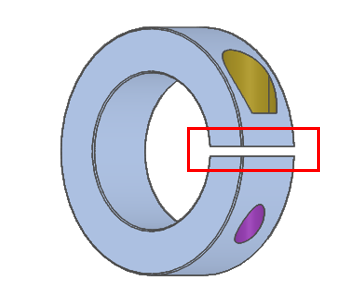
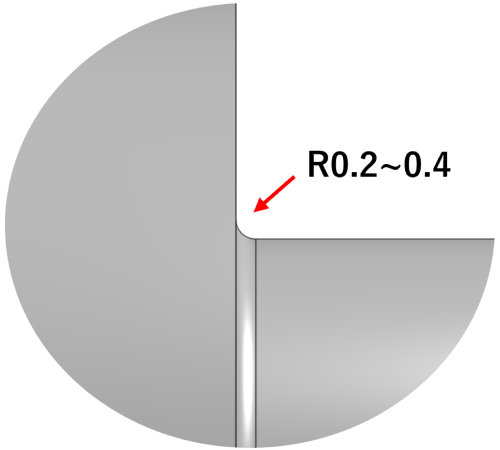
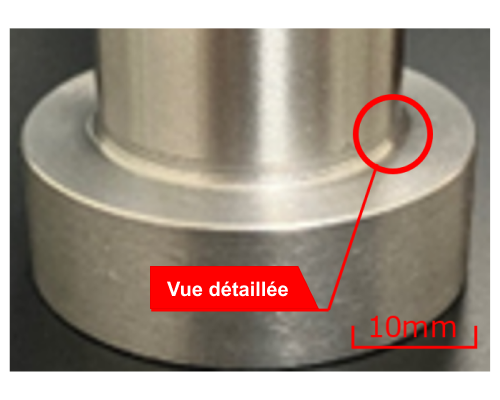
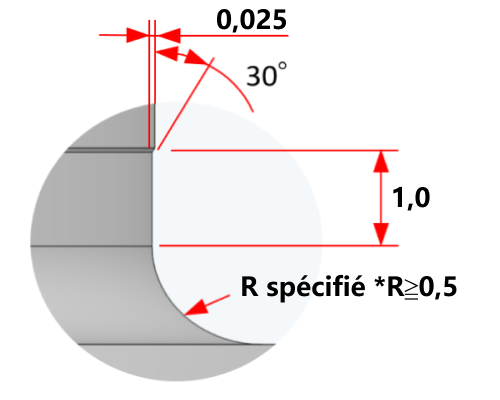
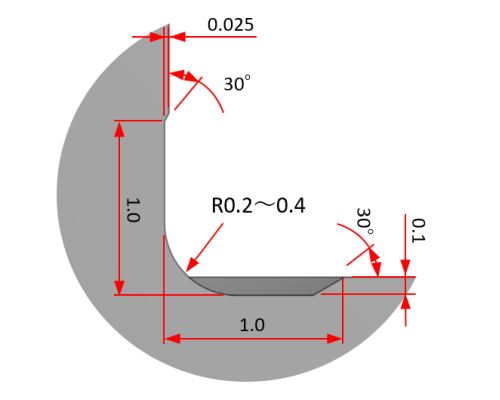
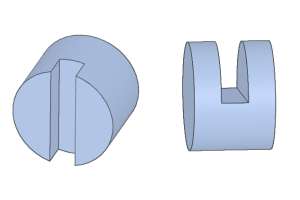
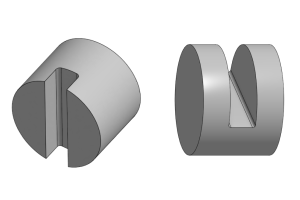
- Un outil standard pour rainurer des bagues d’arrêt présente un angle R0,2.
- Pour les bagues d’arrêt standard, cliquez ici.>>>Spécifications pour filetage extérieur et intérieur, rainures de clavette, trous et poches
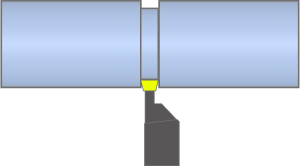
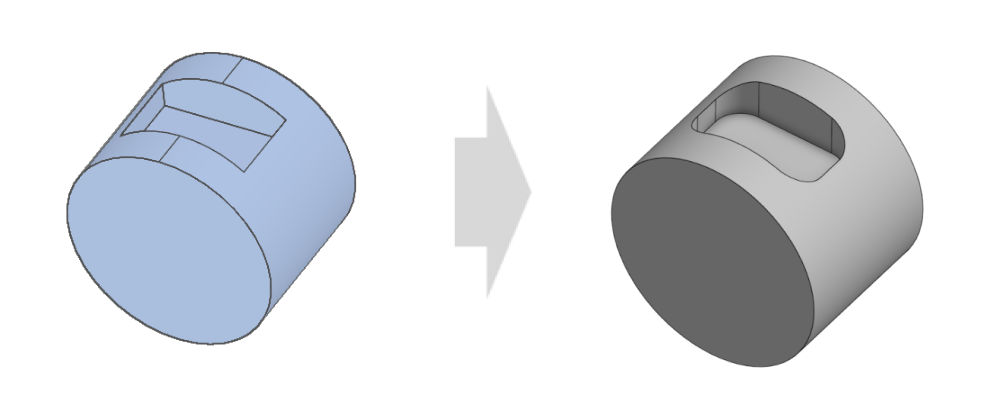
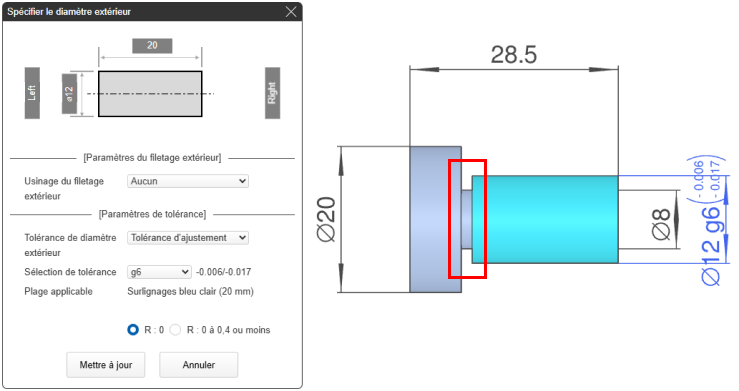
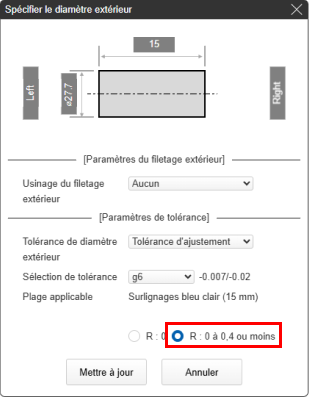
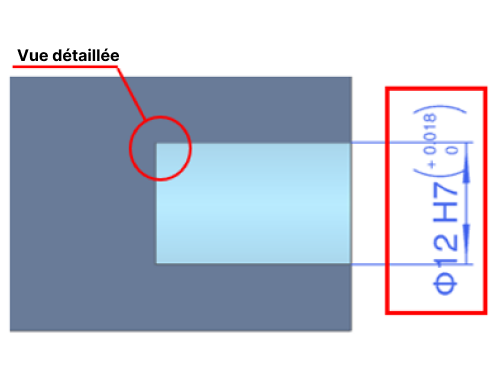
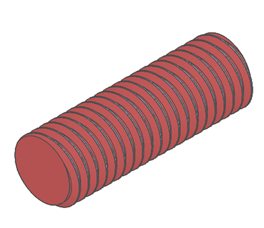
Rainures sur diamètre extérieur
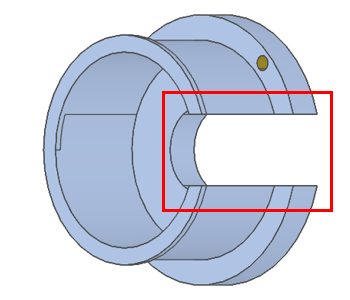
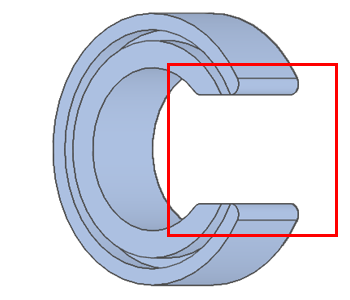
Rainures diamètre intérieur
Attention
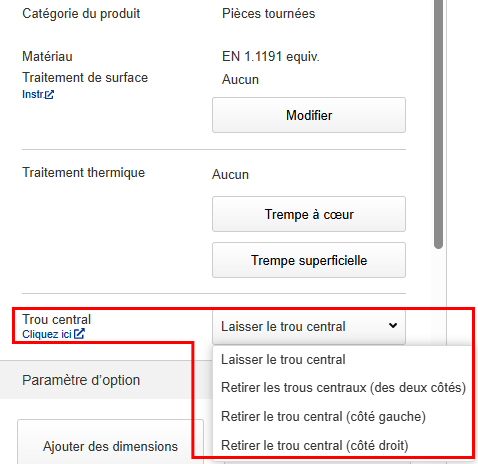
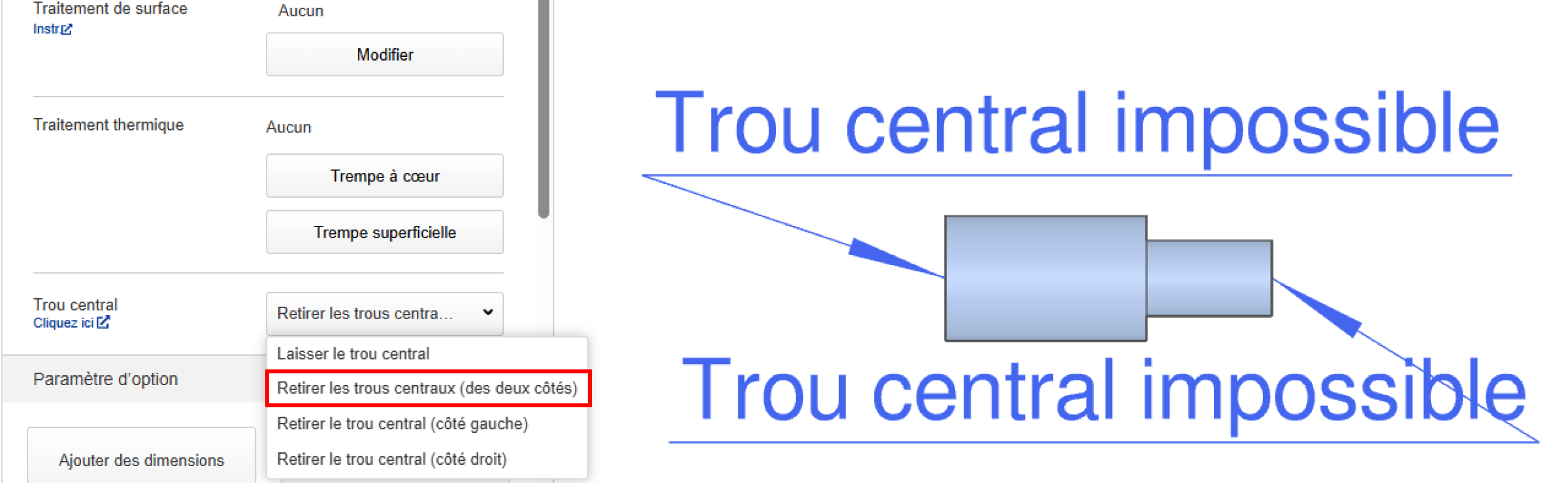
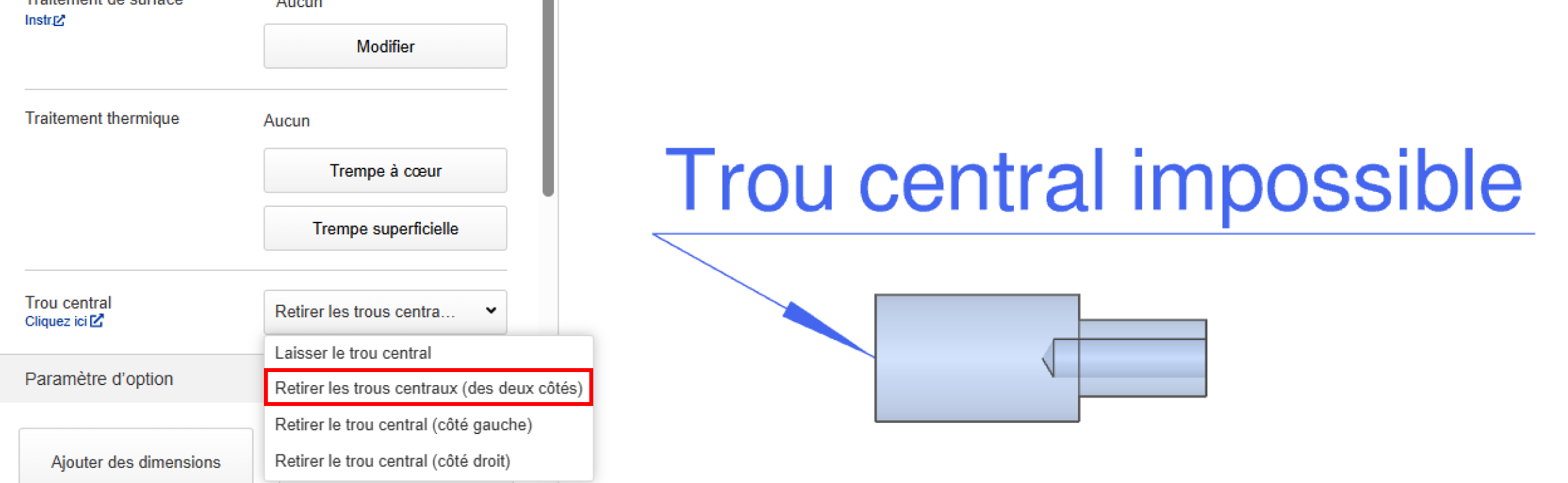
- « Impossible de laisser le trou central » peut être sélectionné, mais il peut y avoir des restrictions sur les formes pouvant être usinées qui rendent cette option indisponible. Dans ce cas, vérifiez les « Précautions » dans le coin supérieur gauche de la Visionneuse 3D.
Remarques
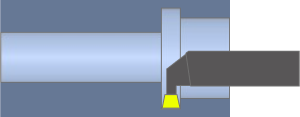
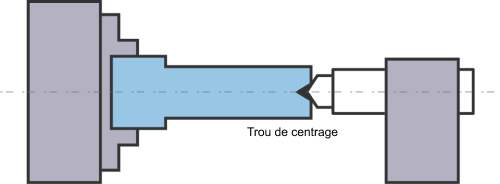
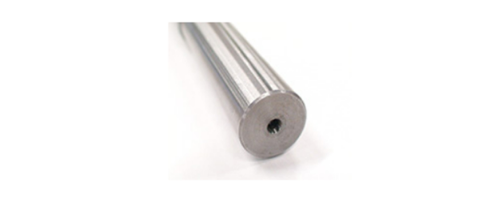
(1) Si vous sélectionnez « Supprimer le trou central », une flèche pointera vers la pièce.
(2) Si le composant a un diamètre intérieur, aucune flèche ne pointe vers la pièce.
| Échantillons de formes | Le diamètre intérieur du trou n’a pas de gradin | Le diamètre intérieur du trou est échelonné |
|---|---|---|
| A | 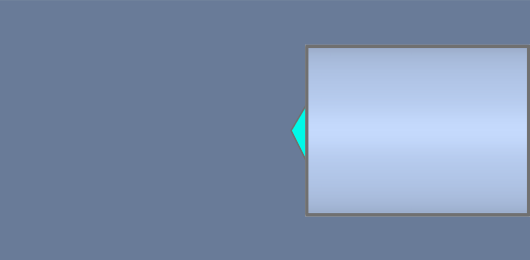 | 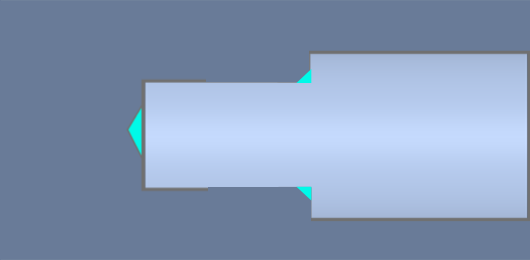 |
| La forme de la pointe du foret reste inchangée (le fond plat aura une épaisseur d’au moins 1 mm) | ||
| B | 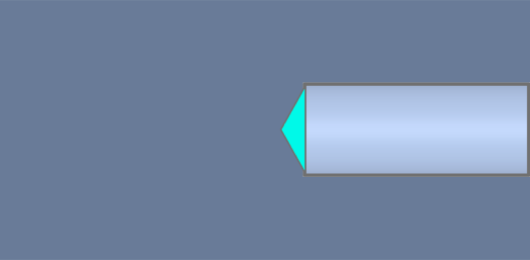 | 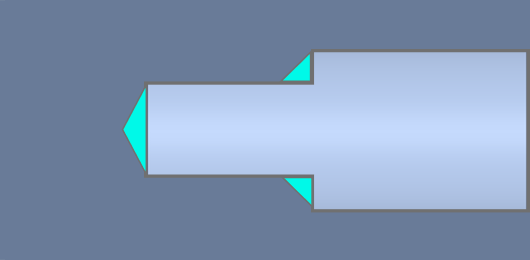 |
| La forme de la pointe du foret reste intacte, pas de fond plat | ||
Conseil
Le coin R0 a une largeur inférieure à celle des coins R0,2 à R0,4, la profondeur peut donc être inférieure à 0,5 mm. Vous ne pouvez pas choisir.① Lors de l’usinage avec des outils R0,4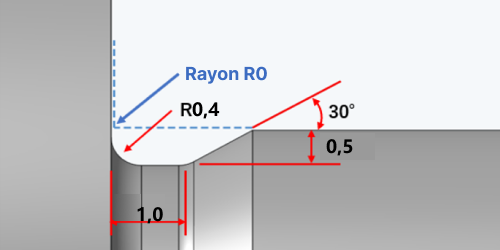
②Lors de l’usinage avec des outils R0,2 avec des outils R0,4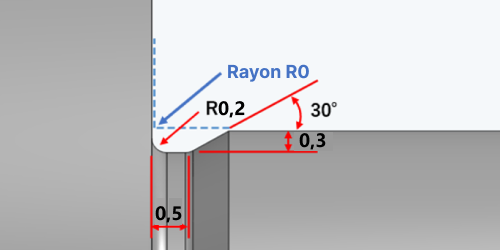
Remarques
Dans les cas suivants, « Coin R0 » ne s’applique pas.
| (1) Le modèle présente des angles R0,5 ou supérieurs. | (2) Le modèle comporte une rainure de dégagement. |
 |
 |
Conseil
- Forme en R au choix pour les coins cylindriques
- ① Usinage R restant
- ② Rainure de dégagement (1) Jeu minimum uniquement au niveau du coin cylindrique
-
Forme finale après
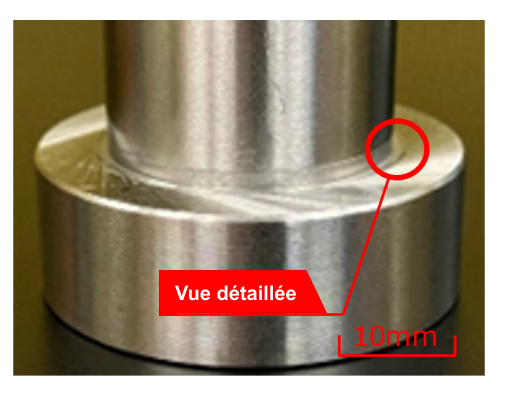
Chiffre détaillé
- ③ Rainure de dégagement (2) Forme de dégagement sur la partie cylindrique + partie bride
-
Forme finale après usinage
Chiffre détaillé
Si les angles sont modélisés avec R0,5 ou plus, la forme sera telle qu’illustrée ci-dessous.
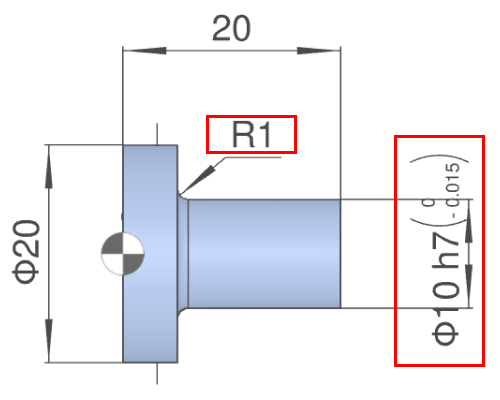 Modélisation de R0,5 ou plus dans les angles
Modélisation de R0,5 ou plus dans les angles- Forme finale après usinage
- Chiffre détaillé
Toute rainure de dégagement située en dessous peut être réglée.
 Section efficace
Section efficace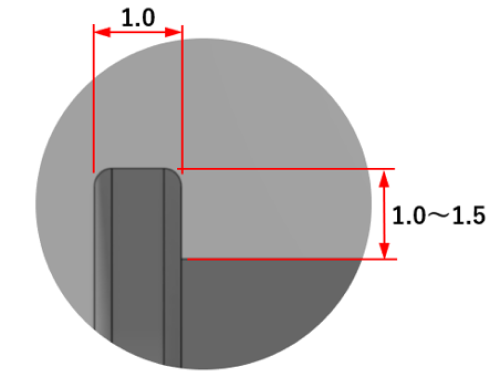 ①Figure détaillée
①Figure détaillée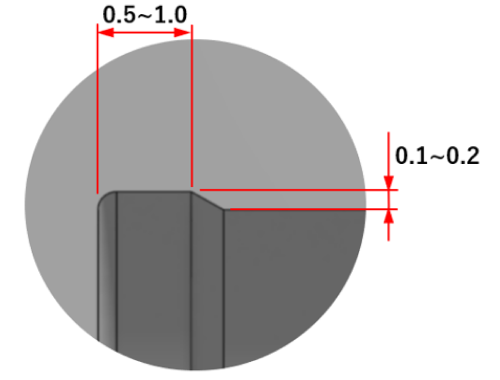 ②Figure détaillée
②Figure détaillée
Remarques
En bas à gauche de la visionneuse 3D, vous pouvez voir les informations de manipulation pour les coins cylindriques.

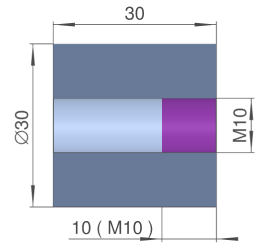
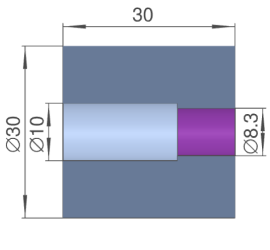



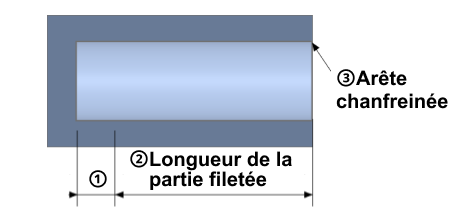
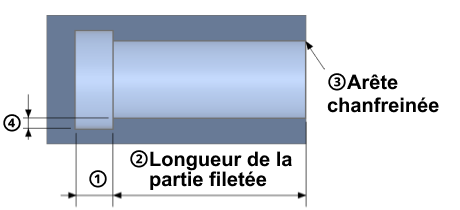
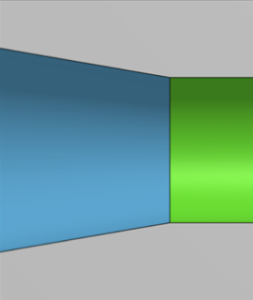
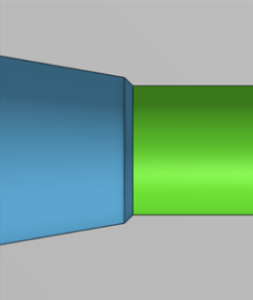
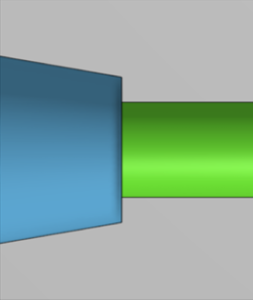
| Filetage extérieur | Filetage intérieur | ||
|---|---|---|---|
| Modélisation | Sans dégagement | 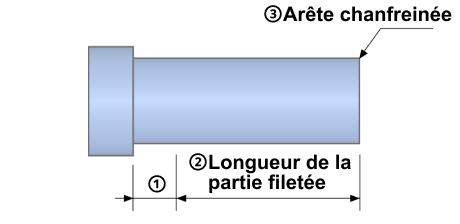 |
 |
| Avec dégagement | 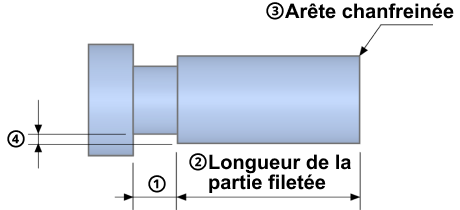 |
 |
|
| (1) Limite inférieure pour la longueur du filetage incomplet et la largeur du dégagement. | Distance de pas × 2,0 | Distance de pas × 2,5 + 2 | |
| (2) Limite inférieure de la longueur du filetage (filetage extérieur) et de la profondeur du filetage (filetage intérieur). | Distance de pas × 2,0 | Distance de pas × 2,0 | |
| (3) Bord chanfreiné | Chanfreinée pour éviter les bavures | Chanfreinée pour éviter les bavures | |
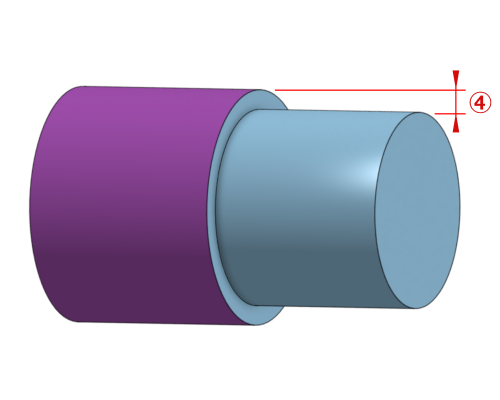
| (4) Valeur minimale de la profondeur du dégagement | Distance de pas × 0,75 | Distance de pas × 0,75 | |
Attention
Les pièces dont la valeur « Distance de pas × 0,75 » est inférieure ou égale à la valeur minimale de la profondeur de dégagement (4) peuvent être usinées, mais des marques de filetage peuvent apparaître.
 Modèle de référence
Modèle de référence
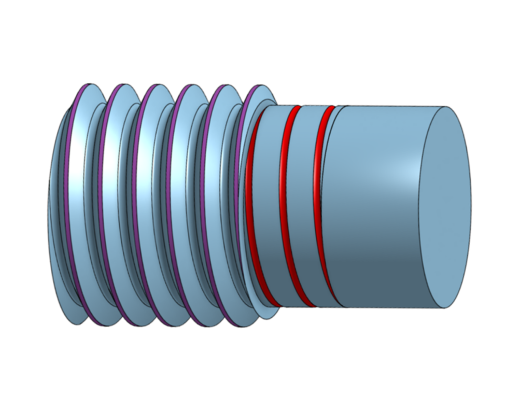 Forme finale après usinage
Forme finale après usinage
-
Conseil
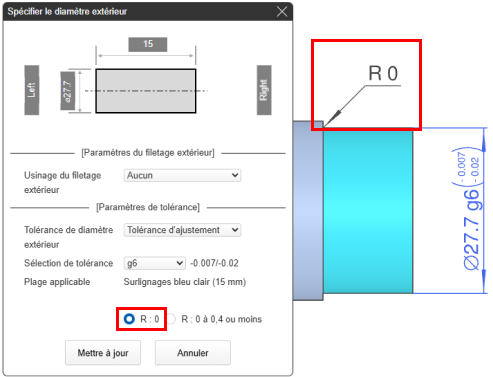
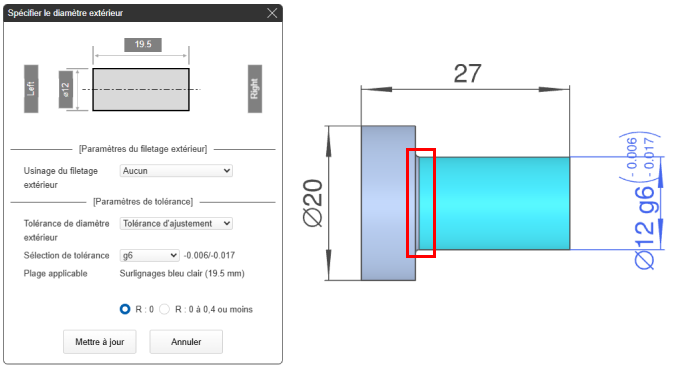
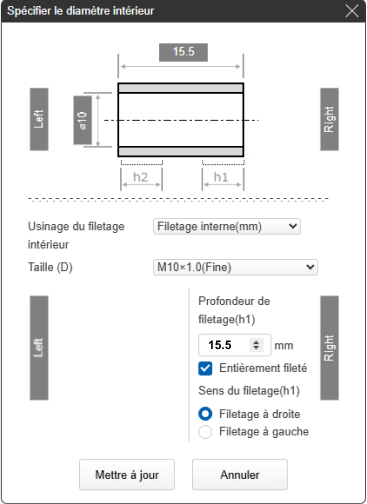
- Les [Remarques] indiquées dans l’encadré rouge ci-dessous décrivent la longueur du filetage/la profondeur du filetage disponible.
Exemple 1) Spécification du diamètre extérieur : longueur du filetage extérieur 44,6mm – 4,0 (pitch) x 2,0 = 36,6mmExemple 2) Spécification du diamètre intérieur : profondeur du filetage femelle 15,5mm – (1,0(pitch) × 2,5 + 2,0) = 11,0mm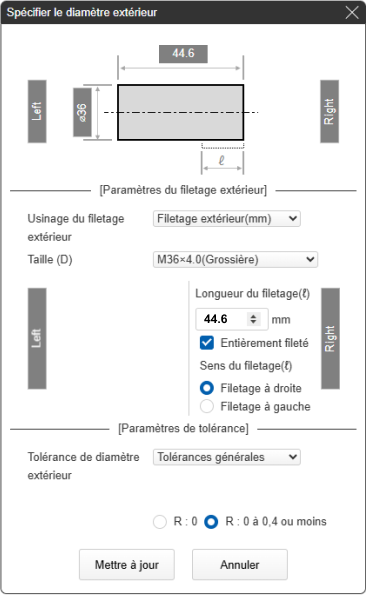
Attention
- La forme du filetage ne peut pas être identifiée. Définir les filetages extérieur et intérieur.
 Usiné selon les normes ISO (ou JIS B 0203)
Usiné selon les normes ISO (ou JIS B 0203)
 Usiné selon le modèle
Usiné selon le modèle

Attention
- La courbure usinée sur les côtés de la poche dépend du diamètre de l’outil, qui est choisi aussi petit que possible.
- Si vous constatez des différences entre le modèle et le produit fini, n’hésitez pas à nous en faire part.