| Część standardowa |
Stopień tolerancji |
Klasyfikacja wymiarów standardowych |
Tolerancja |
| Symbol |
Opis |
| Tolerancje wymiarów długości, z wyłączeniem części sfazowanych |
m |
Średnie |
Równe lub większe niż 0,5, równe lub mniejsze niż 3 |
±0.1 |
| Większe niż 3, równe lub mniejsze niż 6 |
±0.1 |
| Większe niż 6, równe lub mniejsze niż 30 |
±0.2 |
| Więcej niż 30, równe lub mniejsze niż 120 |
±0.3 |
| Więcej niż 120, równe lub mniejsze niż 400 |
±0.5 |
| Więcej niż 400, równe lub mniejsze niż 1000 |
±0.8 |
| Więcej niż 1000, równe lub mniejsze niż 2000 |
±1.2 |
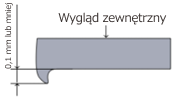
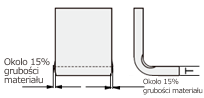
| Tolerancje wymiarów długości części sfazowanych |
c |
Szorstkość |
Równa lub większa niż 0,5, równa lub mniejsza niż 3 |
±0.4 |
| Większa niż 3, równa lub mniejsza niż 6 |
±1 |
| Większa niż 6 |
±2 |