Qualitätskontrolle
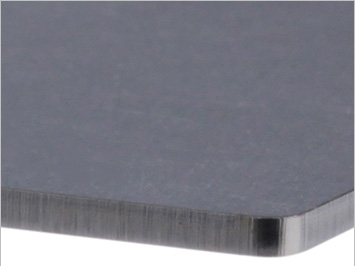
Mit Laserbearbeitung Die Schnittfläche hat eine glatte Kante.
|

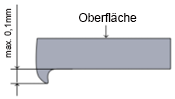
Mit Revolverstanzmaschinenbearbeitung Die Bearbeitungsoberfläche hat eine glatte, gekrümmte Form.
|
 |
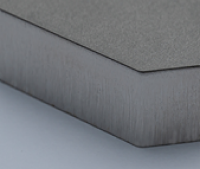
| Schnittfläche | Spuren von der zum Auftragen des Lacks verwendeten Hängevorrichtung | |
 |
 |
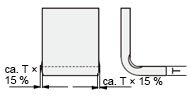 |
| Graten in Zugrichtung | Schäden durch Biegen | Wölbung durch Biegen |
 |
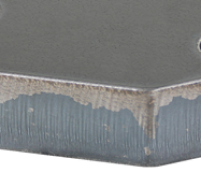 |
| EN 1.4301 equiv.(NO.1) Plattendicke 12㎜ | EN 1.0038 equiv. Plattendicke 16㎜ |
 |
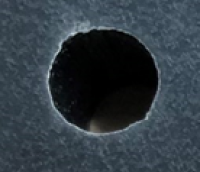 |
| Unebenheiten im Inneren der Bohrung | Leichte Verformungen können auf der Rückseite der Bohrung auftreten |
 |
 |
| Prüfansicht (1) | Prüfansicht (2) |