- AYUDA
- Información técnica
- Piezas de chapa metálica
- Especificaciones de precisión y mecanizado
- Control de calidad
Control de calidad
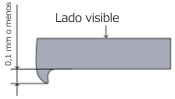
| Superficie cortada | Marcas de la guía de colgado utilizada durante la aplicación de la capa de pintura | |
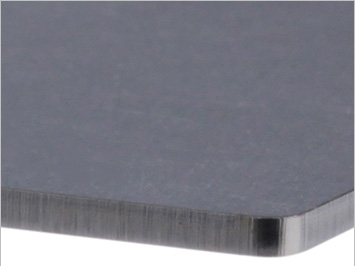
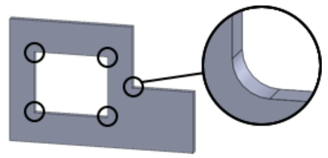
Con procesamiento láser La superficie cortada tendrá un borde liso. |
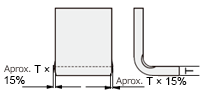
Con mecanizado con punzonadora de torreta La superficie mecanizada tendrá una forma curva y lisa. |  |

| Rebaba en la dirección de tracción | Daños causados por flexión | Protuberancia por flexión |
 |
 |
 |
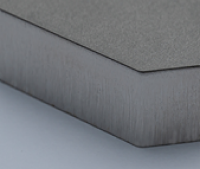 | 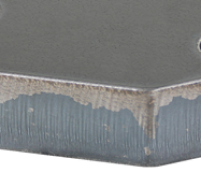 |
EN 1.4301 equiv. (n.º 1) Espesor de la placa: 12 mm | EN 1.0038 equiv. Espesor de la placa: 16 mm |
 | 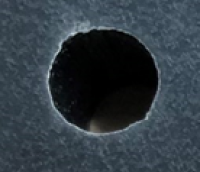 |
| Irregularidades en el interior del orificio | Forma del agujero deformada en la parte posterior |
| Vista de la inspección (1) | Vista de la inspección (2) |
 |  |
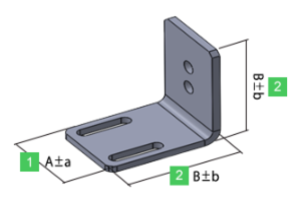
| Ejemplo | Ejemplo de dimensiones no aplicables |
 | 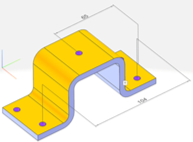 |
| Ángulo interno de resina transparente (R) |
 |