- AYUDA
- Información técnica
- Piezas de chapa metálica
- Especificaciones de precisión y mecanizado
- Acerca del desbarbado de cantos
Acerca del desbarbado de cantos
| Ejemplos de modelo | Ejemplo de función | Valores estándar | |
|---|---|---|---|
| Desbarbado ligero | Desbarbado intensivo | ||
 |
|
Ninguno |
|
|
 |
 |
|
|
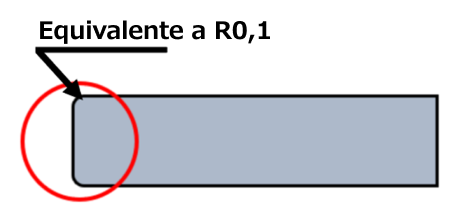
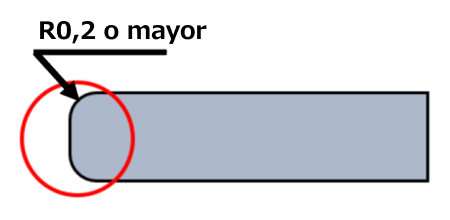
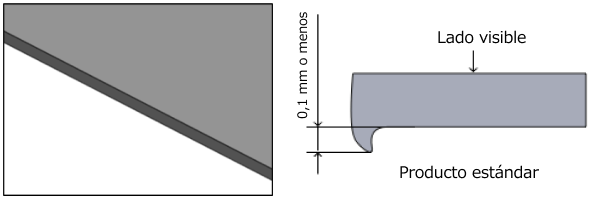
Sin rebabas ni restos de 0,1 mm o mayores | Eliminar rebabas y restos y romper cantos a aprox. R0,1 | |
|
Sin rebabas ni restos de 0,1 mm o mayores | Eliminar rebabas y restos y romper cantos a aprox. R0,1 | |






EN 1.4301 equiv.(2B), espesor 6,0 mm

Precaución
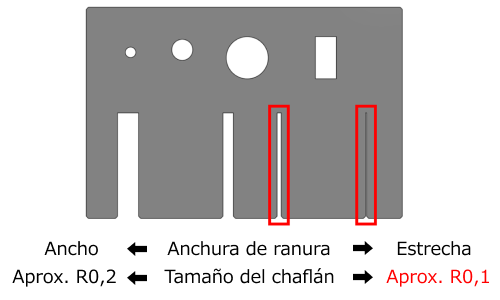
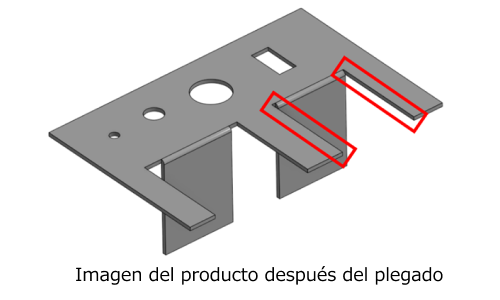
Casos en los que el desbarbado de cantos está restringidoDado que el desbarbado se realiza antes del plegado mediante una máquina de desbarbado, las ranuras estrechas presentan un acabado fino (aprox. R0,1).
Precaución
Casos en los que el chaflanado de esquinas exteriores no es aplicable1. La esquina del modelo contiene curvas

2. Ángulos agudos menores de 30° y ángulos obtusos mayores de 170°
