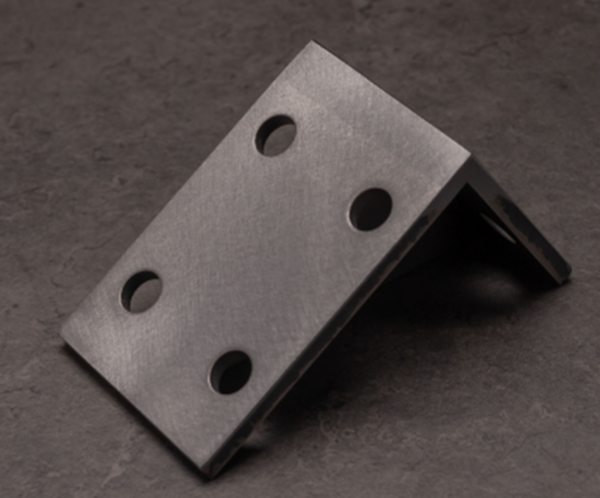
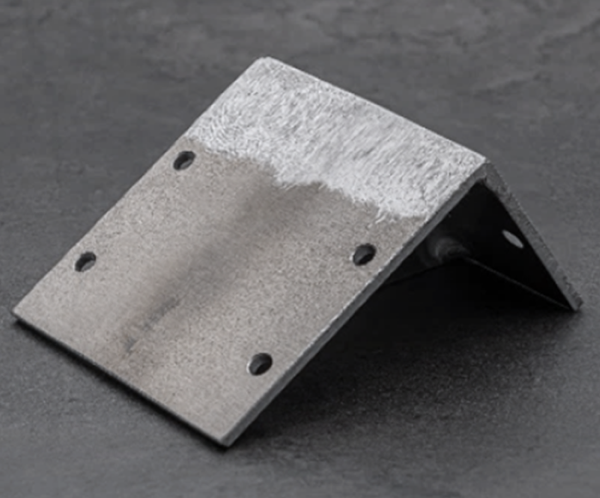
| Material | Solo eliminación de marcas de quemado | Acabado con amoladora |
|---|
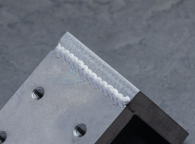
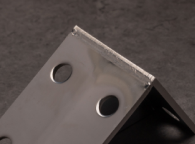
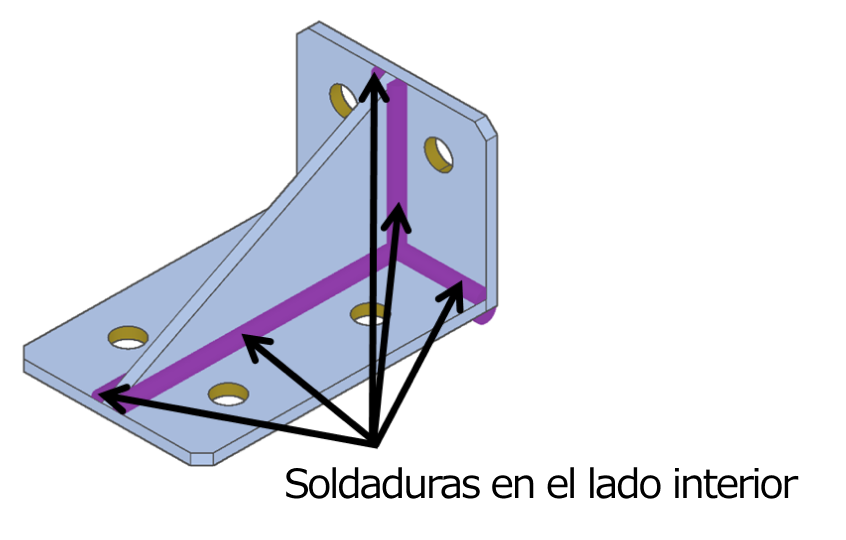
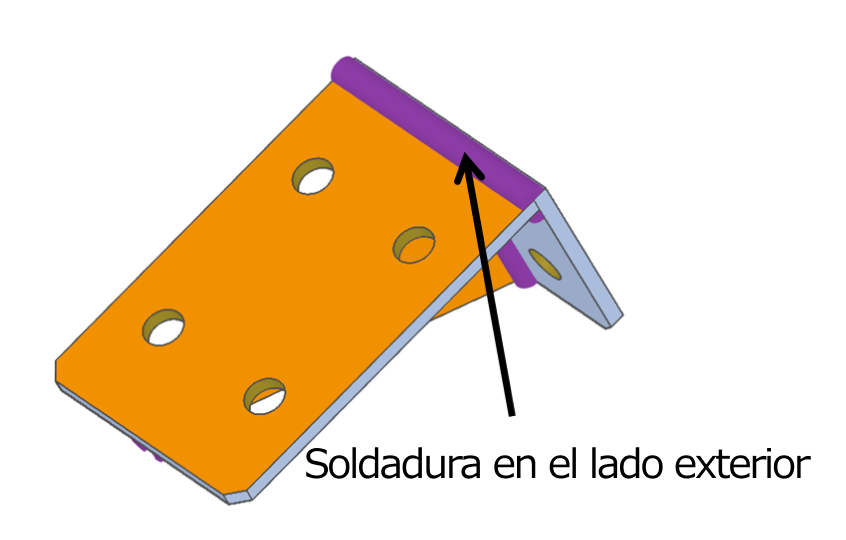
Exterior Escoria de soldadura | Interior Quemadura de soldadura (escoria) | Residuo de cordón de soldadura | Quemadura por soldadura del lado exterior (escoria) | Quemadura interior de soldadura (escoria) | Residuo de cordón de soldadura |
|---|
- EN 1.0330 equiv. (EN 1.0320 equiv. [bobinado en caliente])
- EN 1.0330 equiv. (EN 1.0320 equiv. [bobinado en caliente]) + Varios recubrimientos
- *Excluyendo el cromato trivalente (negro)
cromato (negro)
| Procesamiento con amoladora (Solo cerca de áreas
soldadas) | Trapos, limpiadores, etc. Eliminación del hollín | Lado exterior: Sin lado
interior: Sí | Esmerilar con una amoladora (Solo cerca de las zonas
soldadas) | Limpiador de telas, etc. Eliminación del hollín | Lado exterior: Ninguno (plano) Lado interior: Sí |
|---|
| EN 1.0330 equiv. (EN 1.0320 equiv. [bobinado en caliente]) + cromato trivalente (negro) | – | Después de esmerilar, pulir
toda la superficie |
|---|
| EN 1.0330 equiv. (EN 1.0320 equiv. [bobinado en caliente]) + varias pinturas/revestimientos | – | Esmerilar con una amoladora (Solo cerca de áreas
soldadas) |
|---|
EN 1.0330 equiv.
(Zincado electrolítico) | Tratamiento con amoladora (Solo cerca de áreas
soldadas) | Toallitas, limpiadores, etc. Eliminación del hollín | Lado exterior: Sin lado
interior: Sí | – |
|---|
- EN 1.4301 equiv. (NO.1)
- EN 1.4301 equiv. (pasivado 2B)
- EN 1.4016 equiv. (2B)
| Electropulido | Electropulido | Exterior: Sí Interior: Sí | Electropulido | Electropulido | Exterior: Ninguno (plano) Interior: Sí |
|---|
| EN 1.4301 equiv. (pulido por una cara con grano #400) | Electropulido y
esmerilado y luego pulido hasta un acabado con grano #400 o superior en la
superficie visible |
|---|
| EN AW−5052 equiv. + Varios acabados anodizados | Esmerilado (solo cerca de áreas
soldadas) | Toallitas, limpiador, etc. Eliminación del hollín | Exterior: Ninguno Interior: Sí | Esmerilar con una amoladora (Solo cerca de áreas
soldadas) | Limpiador de telas, etc. Eliminación del hollín |
|---|