- AIDE
- Informations techniques
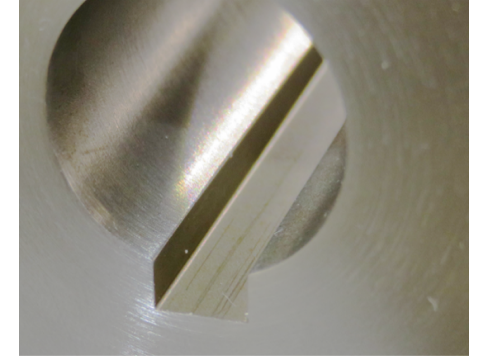
- Tournage CNC
- Précision et spécifications d'usinage
- Précision et spécifications d’usinage
Précision et spécifications d’usinage

 |
 |
 |
 |
| Chromé dur | Chromaté (III – précieux, clair) | Chromaté (III – précieux, noir) | Chrome noir basse température |
 |
 |
 |
 |
| Anodisé (clair) | Anodisé (noir) | Anodisé noir (mat) | Anodisé dur (clair) |
 |
 |
||
| Passivation | Passivation au chromate trivalent (SurTec 650) |





Conseil