| Matériau |
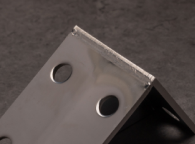
Retrait des marques de brûlure uniquement |
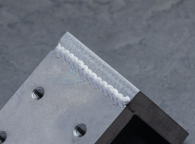
Finition par meulage |
|
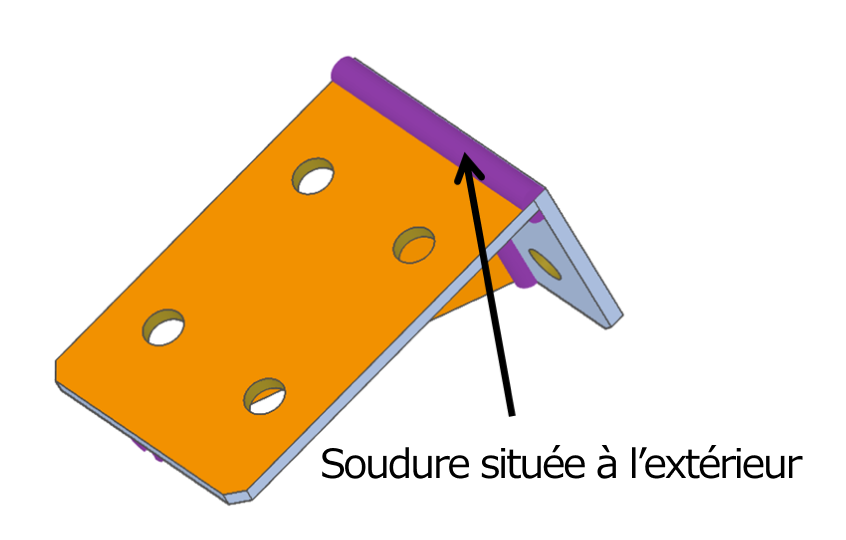
Extérieur
Calamine de soudure |
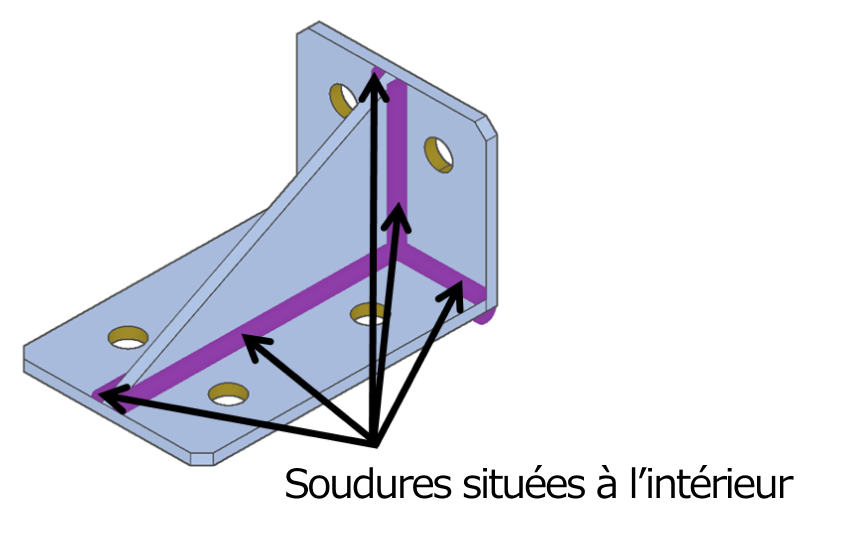
Intérieur
Brûlure de soudure (calamine) |
Résidu de cordon de soudure |
Brûlure de soudure côté extérieur
(calamine) |
Brûlure de soudure intérieure
(calamine) |
Résidu de cordon de soudure |
- EN 1.0330 équiv.(EN 1.0320 équiv. (laminé à chaud))
- EN 1.0330 équiv.(EN 1.0320 équiv. (laminé à chaud)) + Divers placages
- *Hors chromaté (III, précieux, noir)
chromaté (III, précieux, noir)
|
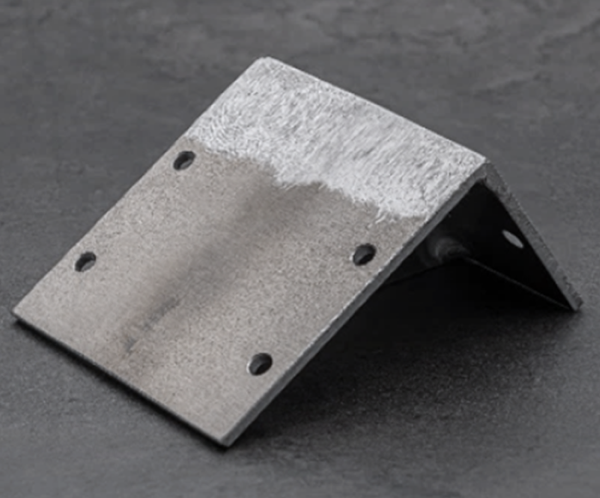
Traitement par meulage
(Uniquement à proximité
des zones soudées) |
Chiffons, nettoyants, etc.
Élimination de la suie |
Côté extérieur :
Aucun
Côté intérieur : Oui |
Traitement par meulage
(Uniquement à proximité
des zones soudées) |
Nettoyant textile, etc.
Élimination de la suie |
Côté extérieur : Aucun (plat)
Côté intérieur : Oui |
| EN 1.0330 équiv.(EN 1.0320 équiv. (laminé à chaud)) + Chromaté (III, précieux, noir) |
– |
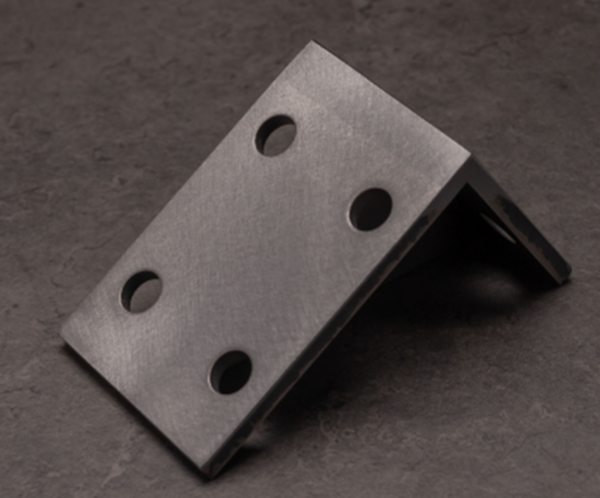
Après meulage, polissage
de la surface entière |
| EN 1.0330 équiv.(EN 1.0320 équiv. (laminé à chaud)) + Diverses peintures/revêtements |
– |
Traitement par meulage
(Uniquement à proximité
des zones soudées) |
| EN 1.0330 équiv.
(Zingage électrolytique) |
Traitement par meulage
(Uniquement à proximité
des zones soudées) |
Lingettes, nettoyants, etc.
Élimination de la suie |
Côté extérieur :
Aucun
Côté intérieur : Oui |
– |
- EN 1.4301 équiv.(N° 1)
- EN 1.4301 équiv.(2B)
- EN 1.4016 équiv.(2B)
|
Électropolissage |
Électropolissage |
Extérieur : Oui
Intérieur : Oui |
Électropolissage |
Électropolissage |
Extérieur : Aucun (plat)
Intérieur : Oui |
| EN 1.4301 équiv.(poli d’un seul côté grain n° 400) |
Électropoli et
meulé, puis poli à un grain n° 400 ou supérieur sur la surface
visible |
| EN AW−5052 équiv. + Diverses finitions anodisées |
Meulage
(uniquement à proximité
des zones soudées) |
Lingettes, nettoyants, etc.
Élimination de la suie |
Extérieur : Aucun
Intérieur : Oui |
Traitement par meulage
(Uniquement à proximité
des zones soudées) |
Nettoyant textile, etc.
Élimination de la suie |