Le service de pièces Tôles Soudées meviy détermine l’usinabilité des zones soudées et des composants au sein des produits.
Reportez-vous au tableau ci-dessous pour connaître les limites d’usinabilité ou les plages dimensionnelles des zones soudées dans les produits.
Pour les limites d’usinage des pièces composantes, reportez-vous à la directive de conception des pièces en tôle « Plage des limites d’usinage ».
Cependant, étant donné que les limites d’usinage des composants du service Tôles Soudées diffèrent de celles de certaines pièces en tôle, elles sont indiquées dans le tableau ci-dessous.
*Les valeurs peuvent différer de celles indiquées en fonction du traitement de surface, de la forme et des conditions de fabrication.
*Lorsque deux épaisseurs de tôle ou plus sont présentes, le seuil pour l’épaisseur de tôle la plus importante est appliqué à l’ensemble du produit pour déterminer l’usinabilité.
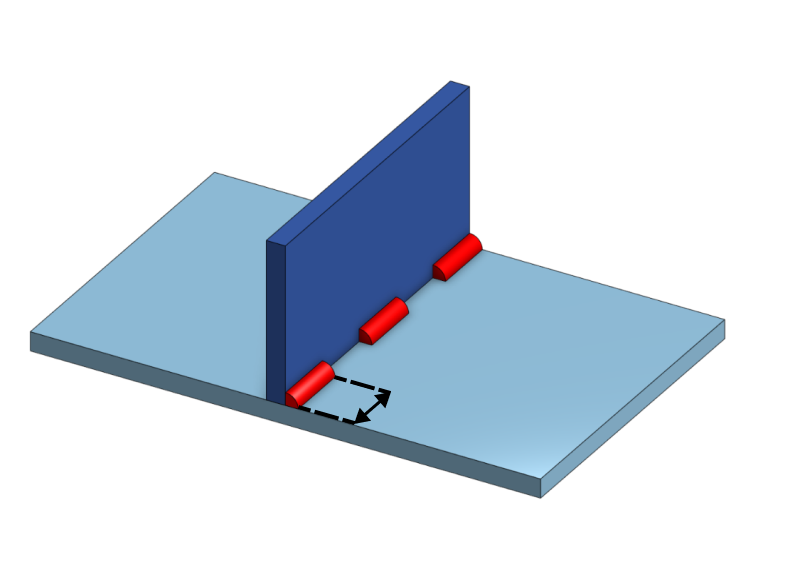
Longueur minimale de soudure
Limite de traitement/plage de dimensions
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv. (laminé à froid/à chaud)
EN 1.0038 équiv.
EN 1.0330 équiv.(zingage électrolytique)
Standard (arc ou laser)
Soudage à l’arc
1,0
1,0
1,2
1,6
2,0
2,0
2,3
3,2
3,0
4,5
5,0
6,0
9,0
10,0
10,0
12,0
16,0
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (N° 1)
EN 1.4301 équiv. (2B)
EN 1.4016 équiv. (2B)
Standard (arc ou laser)
Soudage à l’arc
1,0
3,0
1,0
1,2
1,5
2,0
2,0
2,5
3,0
3,0
4,0
10,0
5,0
6,0
9,0
10,0
10,0
12,0
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (grain n° 400)
Standard (arc ou laser)
Soudage à l’arc
1,0
1,0
1,2
1,5
2,0
2,0
3,0
3,0
Épaisseur de tôle
Valeur limite
EN AW−5052 équiv.
Standard (arc ou laser)
Soudage à l’arc
1,0
5,0
1,2
1,5
1,6
2,0
10,0
2,5
3,0
4,0
15,0
5,0
20,0
6,0
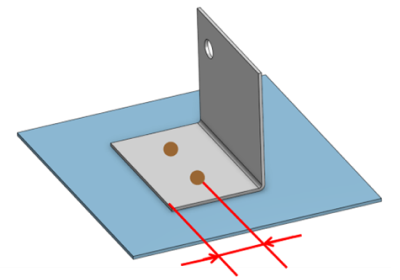
Exemples de pièces
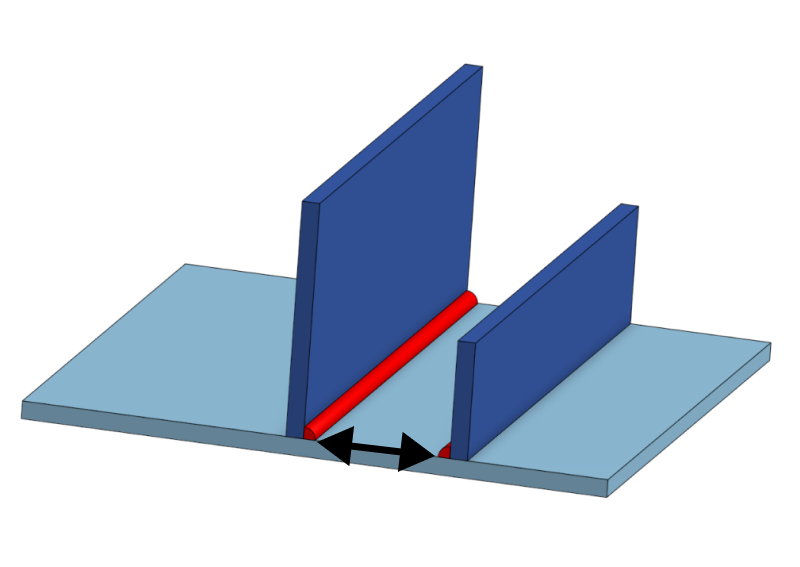
Distance minimale entre les soudures planes
Limites de traitement/plage de dimensions
Épaisseur de tôle
Valeur garantie
EN 1.0330 équiv. (laminé à froid/à chaud)
EN 1.0038 équiv.
EN 1.0330 équiv.(zingage électrolytique)
Standard (arc ou laser)
Soudage à l’arc
1,0
4,0
1,2
4,5
1,6
2,0
5,0
2,3
3,2
4,5
6,0
6,0
7,0
9,0
10,0
10,0
12,0
16,0
Épaisseur de tôle
Valeur garantie
EN 1.4301 équiv. (N° 1)
EN 1.4301 équiv. (2B)
EN 1.4016 équiv. (2B)
Standard (arc ou laser)
Soudage à l’arc
1,0
3,0
4,0
1,2
4,5
1,5
2,0
5,0
2,5
3,0
4,0
6,0
5,0
7,0
6,0
8,0
9,0
10,0
10,0
10,0
12,0
Épaisseur de tôle
Valeur garantie
EN 1.4301 équiv. (n° 400)
Standard (arc ou laser)
Soudage à l’arc
1,0
4,0
1,2
4,5
1,5
2,0
5,0
3,0
Épaisseur de tôle
Valeur garantie
EN AW−5052 équiv.
Standard (arc ou laser)
Soudage à l’arc
1,0
20,0
1,2
1,5
1,6
2,0
2,5
25,0
3,0
30,0
4,0
5,0
6,0
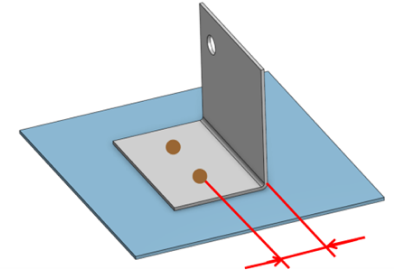
Exemples d’emplacements
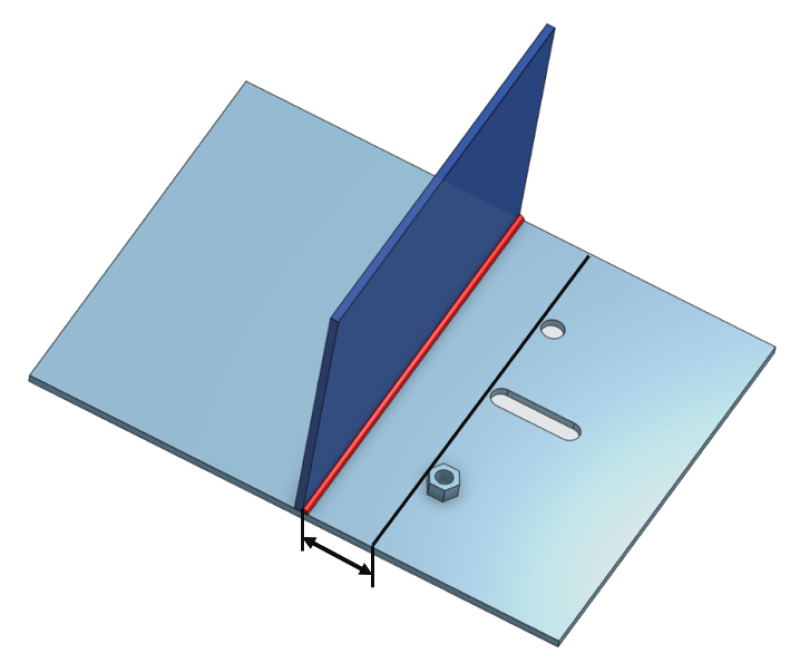
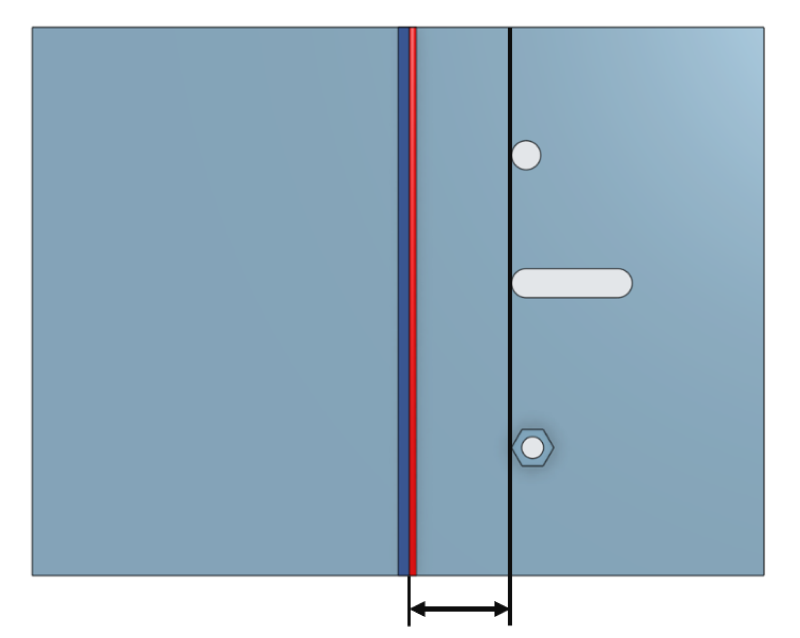
Distance minimale entre les zones soudées et divers trous
Limites de traitement/plage de dimensions
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv. (laminé à froid/à chaud)
EN 1.0038 équiv.
EN 1.0330 équiv.(zingage électrolytique)
Standard (arc ou laser)
Soudage à l’arc
1,0
5,0
1,2
1,6
2,0
6,0
2,3
3,2
4,5
8,0
6,0
10,0
9,0
10,0
12,0
16,0
12,0
*En raison des contraintes de fabrication, pour certains produits peints à base de fer (T Cream (valeur Munsell approximative 10GY9/1) et chromaté (III, précieux, noir)), les écrous à emmanchement forcé feront l’objet d’un devis manuel.
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (N° 1)
EN 1.4301 équiv. (2B)
EN 1.4016 équiv. (2B)
Standard (arc ou laser)
Soudage à l’arc
1,0
3,0
5,0
1,2
1,5
2,0
6,0
2,5
3,0
4,0
4,0
8,0
5,0
5,0
10,0
6,0
6,0
12,0
9,0
10,0
10,0
10,0
12,0
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (grain n° 400)
Standard (arc ou laser)
Soudage à l’arc
1,0
5,0
1,2
1,5
2,0
6,0
3,0
Épaisseur de tôle
Valeur limite
EN AW−5052 équiv.
Standard (arc ou laser)
Soudage à l’arc
1,0
10,0
15,0
1,2
1,5
1,6
2,0
20,0
2,5
3,0
25,0
4,0
30,0
5,0
6,0
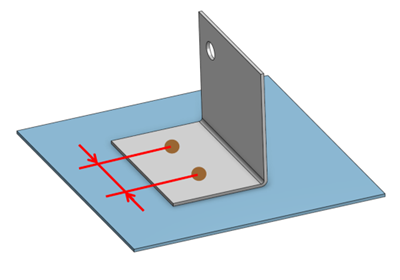
Exemples d’emplacements
Distance minimale entre le point de soudure et le bord du trou/de tôle
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv. (laminé à froid/à chaud)
1,0
5,0
1,2
5,0
1,6
5,0
2,0
7,5
2,3
10,0
3,2
10,0
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv.(zingage électrolytique)
1,0
10,0
1,2
10,0
1,6
10,0
2,0
10,6
2,3
11,5
3,2
13,2
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (2B), EN 1.4016 équiv. (2B)
1,0
6,0
1,2
6,0
1,5
7,0
2,0
9,0
2,5
10,0
3,0
11,0
Épaisseur de tôle
Valeur limite
EN AW−5052 équiv.
1,0
8,0
1,2
9,0
1,5
10,0
1,6
10,0
2,0
11,0
2,5
12,0
Distance minimale entre le soudage par points et le pliage
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv. (laminé à froid/à chaud)
1,0
10,0
1,2
10,4
1,6
11,2
2,0
12,0
2,3
14,6
3,2
16,4
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv.(zingage électrolytique)
1,0
11,0
1,2
11,2
1,6
11,6
2,0
12,0
2,3
14,6
3,2
16,4
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (2B), EN 1.4016 équiv. (2B)
1,0
8,0
1,2
8,4
1,5
10,0
2,0
13,0
2,5
15,0
3,0
16,0
Épaisseur de tôle
Valeur limite
EN AW−5052 équiv.
1,0
12,0
1,2
12,4
1,5
13,0
1,6
13,2
2,0
15,0
2,5
15,0
Distance minimale entre les soudages par points
Épaisseur de tôle
Valeur limite
EN 1.0330 équiv. (laminé à froid/à chaud) EN 1.0330 équiv.(zingage électrolytique)
1,0
15,0
1,2
17,0
1,6
19,0
2,0
21,0
2,3
23,0
3,2
27,0
Épaisseur de tôle
Valeur limite
EN 1.4301 équiv. (2B) EN 1.4016 équiv. (2B)
1,0
15,0
1,2
17,0
1,5
19,0
2,0
21,0
2,5
25,0
3,0
27,0
Épaisseur de tôle
Valeur limite
EN AW−5052 équiv.
1,0
20,0
1,2
22,0
1,5
25,0
1,6
25,0
2,0
28,0
2,5
32,0
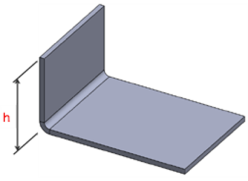
Hauteur minimale de pli : Procédé de pliage standard
Limites de traitement/plage de dimensions
Matériau
Épaisseur de tôle
Valeur limite h
EN 1.0038 équiv.
9,0
40,0
Exemples de pièces
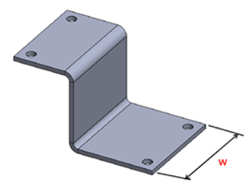
Plage de spécification de la largeur de pliage
Limites de traitement/plage de dimensions
Matériau
Épaisseur de tôle
Plage de dimensions w
EN 1.0038 équiv.
9,0
10 à 500
EN 1.4301 équiv. (2B)*1
5,0
10~850
Exemples de pièces
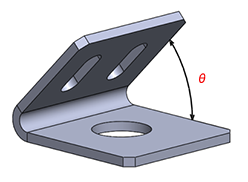
Angle minimum pour les plis prononcés
Limites de traitement et plage dimensionnelle
L’angle θ pour les plis prononcés doit être supérieur ou égal à 45°.
Cependant, pour les services Welded Sheet Metal, l’exigence concernant θ ne diffère que pour les matériaux et épaisseurs de tôle suivants.
Matériau
Traitement de surface
Épaisseur de tôle
Angle de pli prononcé
EN AW−5052 équiv.
Aucun
1,0 1,2 1,5 1,6 2,0 2,5 3,0 4,0 5,0 6,0
θ ≥ 90
Anodisé (blanc)
Anodisé (noir)
Anodisé noir (mat)
EN 1.0330 équiv.*1
Aucun
1,6 2,0 2,3
Nickelage chimique
Chromaté (III, précieux, transparent)
EN 1.4301 équiv. (2B)*1
–
1,5 2,0 2,5 3,0 4,0 5,0
EN 1.4016 équiv. (2B)*1
–
1,5 2,0 3,0
Exemples de pièces
*1 En raison des contraintes de traitement en usine, des restrictions s’appliquent uniquement aux services à délai prolongé. Si vous ne pouvez pas sélectionner un devis à délai prolongé bien que vous soyez dans la plage applicable, veuillez contacter le service d’assistance meviy.