Il Servizio di saldatura di meviy determina la lavorabilità delle aree da saldate e delle parti componenti all’interno dei prodotti.
Per i limiti di lavorabilità o gli intervalli dimensionali delle aree saldate all’interno dei prodotti fare riferimento alla tabella seguente.
Per i limiti di lavorazione dei componenti, fare riferimento alle linee guida per la progettazione delle parti in lamiera “Intervallo dei limiti di lavorazione”.
Tuttavia, poiché i limiti di lavorazione dei componenti nel Servizio di saldatura differiscono da quelli di alcune parti di lamiera, essi sono elencati nella tabella seguente.
*I valori possono differire da quelli elencati a seconda del trattamento superficiale, della forma e delle condizioni di lavorazione.
*Quando sono presenti due o più spessori di piastra, la soglia relativa alla piastra di spessore maggiore viene applicata all’intero prodotto per determinarne la lavorabilità.
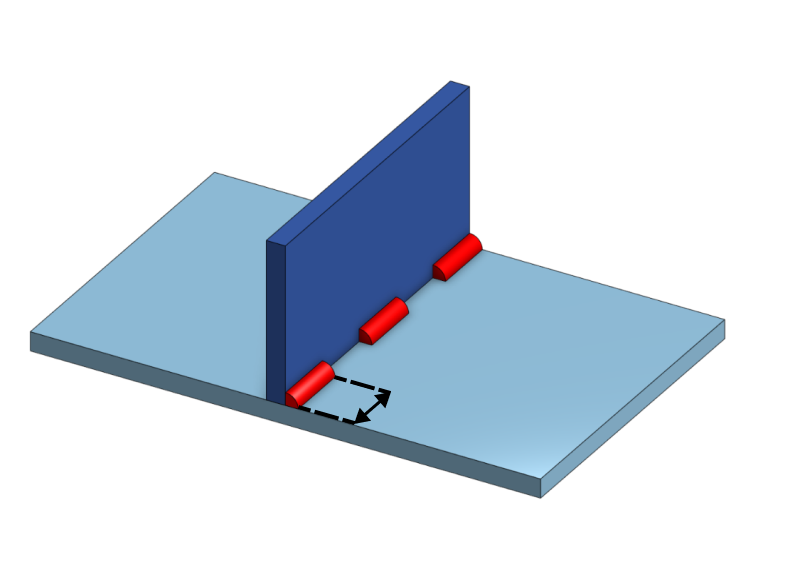
Lunghezza minima di saldatura
Limite di lavorazione/intervallo di dimensioni
Spessore della piastra
Valore limite
EN 1.0330 equiv. (laminato a freddo/a caldo)
EN 1.0038 equiv.
EN 1.0330 equiv. (Zincatura elettrolitica)
Standard (arco o laser)
Saldatura ad arco
1,0
1,0
1,2
1,6
2,0
2,0
2,3
3,2
3,0
4,5
5,0
6,0
9,0
10,0
10,0
12,0
16,0
Spessore lamiera
Valore limite
EN 1.4301 equiv. (N.1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Standard (arco o laser)
Saldatura ad arco
1,0
3,0
1,0
1,2
1,5
2,0
2,0
2,5
3,0
3,0
4,0
10,0
5,0
6,0
9,0
10,0
10,0
12,0
Spessore lamiera
Valore limite
EN 1.4301 equiv. (#400)
Standard (arco o laser)
Saldatura ad arco
1,0
1,0
1,2
1,5
2,0
2,0
3,0
3,0
Spessore lamiera
Valore limite
EN AW−5052 equiv.
Standard (arco o laser)
Saldatura ad arco
1,0
5,0
1,2
1,5
1,6
2,0
10,0
2,5
3,0
4,0
15,0
5,0
20,0
6,0
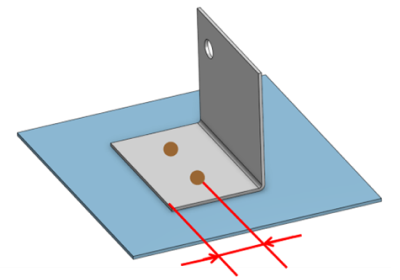
Esempio di parte
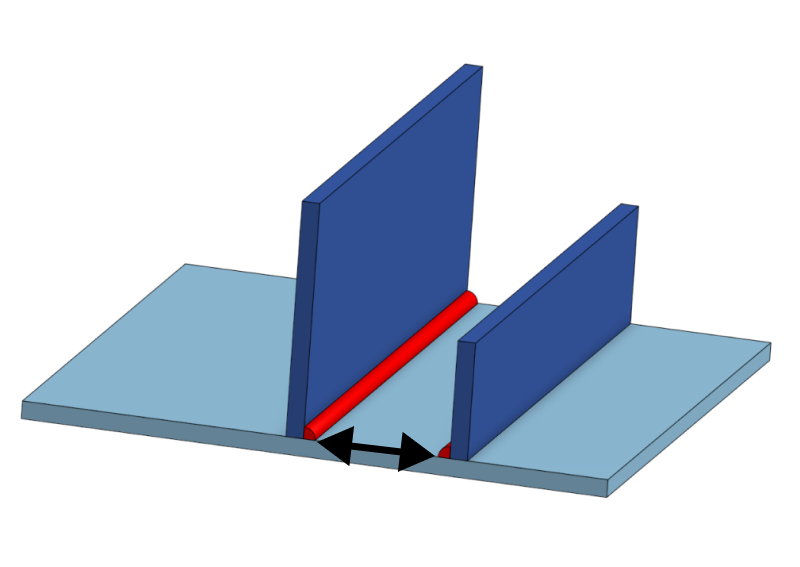
Distanza minima tra saldature piatte
Limite di lavorazione/intervallo di dimensioni
Spessore della piastra
Valore garantito
EN 1.0330 equiv. (laminato a freddo/a caldo)
EN 1.0038 equiv.
EN 1.0330 equiv. (Zincatura elettrolitica)
Standard (arco o laser)
Saldatura ad arco
1,0
4,0
1,2
4,5
1,6
2,0
5,0
2,3
3,2
4,5
6,0
6,0
7,0
9,0
10,0
10,0
12,0
16,0
Spessore della piastra
Valore garantito
EN 1.4301 equiv. (N.1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Standard (arco o laser)
Saldatura ad arco
1,0
3,0
4,0
1,2
4,5
1,5
2,0
5,0
2,5
3,0
4,0
6,0
5,0
7,0
6,0
8,0
9,0
10,0
10,0
10,0
12,0
Spessore della piastra
Valore garantito
EN 1.4301 equiv. (#400)
Standard (arco o laser)
Saldatura ad arco
1,0
4,0
1,2
4,5
1,5
2,0
5,0
3,0
Spessore della piastra
Valore garantito
EN AW−5052 equiv.
Standard (arco o laser)
Saldatura ad arco
1,0
20,0
1,2
1,5
1,6
2,0
2,5
25,0
3,0
30,0
4,0
5,0
6,0
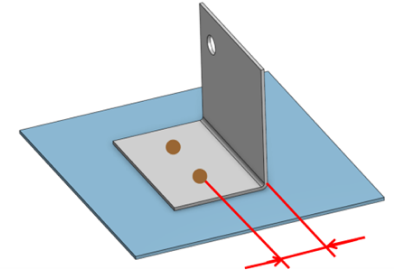
Posizioni esempio
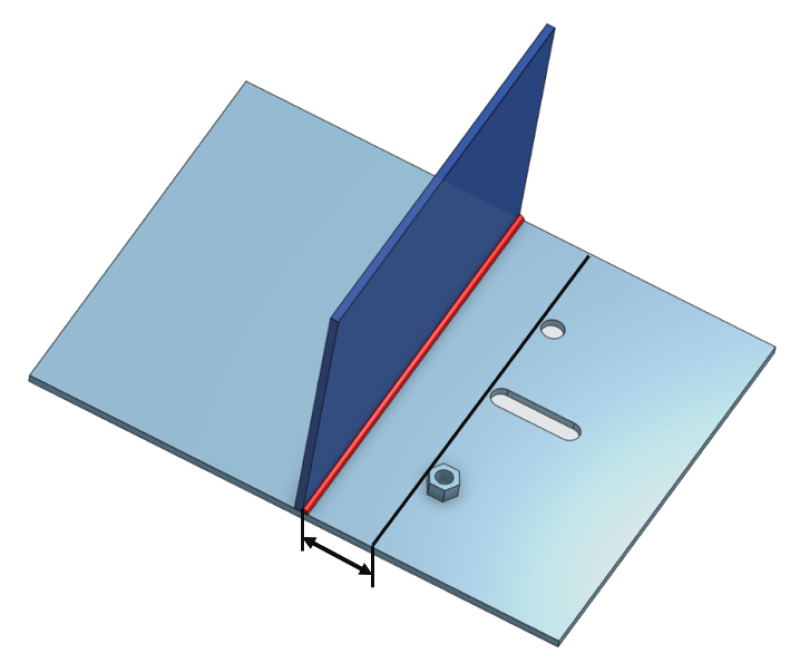
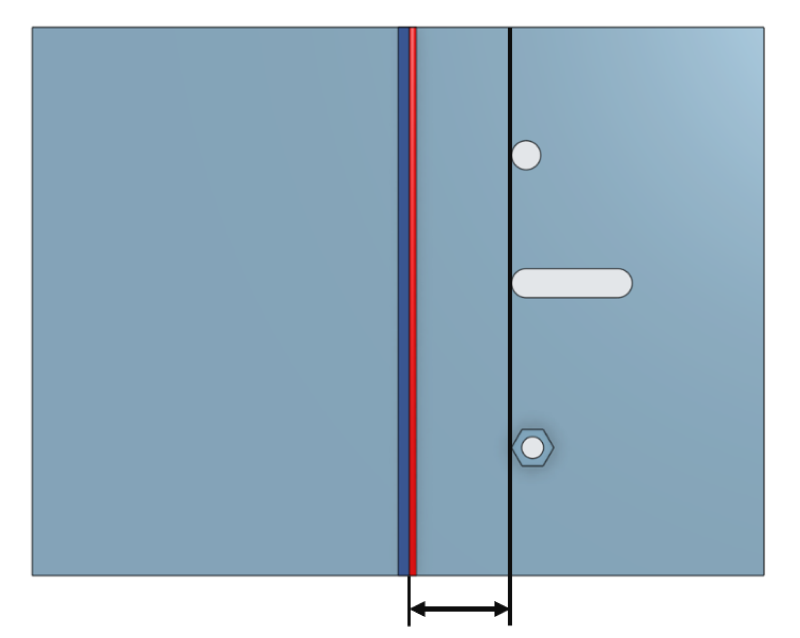
Distanza minima tra aree saldate e vari fori
Limite di lavorazione/intervallo di dimensioni
Spessore della piastra
Valore limite
EN 1.0330 equiv. (laminato a freddo/a caldo)
EN 1.0038 equiv.
EN 1.0330 equiv. (Zincatura elettrolitica)
Standard (arco o laser)
Saldatura ad arco
1,0
5,0
1,2
1,6
2,0
6,0
2,3
3,2
4,5
8,0
6,0
10,0
9,0
10,0
12,0
16,0
12,0
*A causa di vincoli di produzione, per alcuni prodotti verniciati a base di ferro [T Cream (Munsell 10GY9/1 approssimativa) e cromatura trivalente (nero)], i dadi a pressione saranno oggetto di preventivo manuale.
Spessore della piastra
Valore limite
EN 1.4301 equiv. (N.1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Standard (arco o laser)
Saldatura ad arco
1,0
3,0
5,0
1,2
1,5
2,0
6,0
2,5
3,0
4,0
4,0
8,0
5,0
5,0
10,0
6,0
6,0
12,0
9,0
10,0
10,0
10,0
12,0
Spessore della piastra
Valore limite
EN 1.4301 equiv. (#400)
Standard (arco o laser)
Saldatura ad arco
1,0
5,0
1,2
1,5
2,0
6,0
3,0
Spessore della piastra
Valore limite
EN AW−5052 equiv.
Standard (arco o laser)
Saldatura ad arco
1,0
10,0
15,0
1,2
1,5
1,6
2,0
20,0
2,5
3,0
25,0
4,0
30,0
5,0
6,0
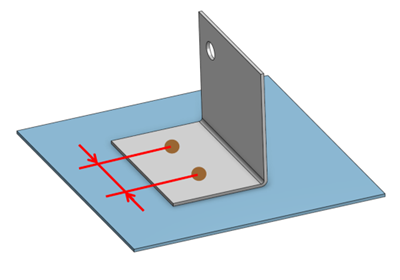
Posizioni di esempio
Distanza minima tra la saldatura a punti e il bordo del foro/piastra
Spessore della piastra
Valore limite
EN 1.0330 equiv. (laminato a freddo/a caldo)
1,0
5,0
1,2
5,0
1,6
5,0
2,0
7,5
2,3
10,0
3,2
10,0
Spessore della piastra
Valore limite
EN 1.0330 equiv. (Zincatura elettrolitica)
1,0
10,0
1,2
10,0
1,6
10,0
2,0
10,6
2,3
11,5
3,2
13,2
Spessore della piastra
Valore limite
EN 1.4301 equiv. (2B), EN 1.4016 equiv. (2B)
1,0
6,0
1,2
6,0
1,5
7,0
2,0
9,0
2,5
10,0
3,0
11,0
Spessore della piastra
Valore limite
EN AW−5052 equiv.
1,0
8,0
1,2
9,0
1,5
10,0
1,6
10,0
2,0
11,0
2,5
12,0
Distanza minima dalla saldatura a punti alla piegatura
Spessore della piastra
Valore limite
EN 1.0330 equiv. (laminato a freddo/a caldo)
1,0
10,0
1,2
10,4
1,6
11,2
2,0
12,0
2,3
14,6
3,2
16,4
Spessore della piastra
Valore limite
EN 1.0330 equiv. (Zincatura elettrolitica)
1,0
11,0
1,2
11,2
1,6
11,6
2,0
12,0
2,3
14,6
3,2
16,4
Spessore della piastra
Valore limite
EN 1.4301 equiv. (2B), EN 1.4016 equiv. (2B)
1,0
8,0
1,2
8,4
1,5
10,0
2,0
13,0
2,5
15,0
3,0
16,0
Spessore della piastra
Valore limite
EN AW−5052 equiv.
1,0
12,0
1,2
12,4
1,5
13,0
1,6
13,2
2,0
15,0
2,5
15,0
Distanza minima tra saldature a punti
Spessore della piastra
Valore limite
EN 1.0330 equiv. (laminato a freddo/a caldo) EN 1.0330 equiv. (Zincatura elettrolitica)
1,0
15,0
1,2
17,0
1,6
19,0
2,0
21,0
2,3
23,0
3,2
27,0
Spessore della piastra
Valore limite
EN 1.4301 equiv. (2B) EN 1.4016 equiv. (2B)
1,0
15,0
1,2
17,0
1,5
19,0
2,0
21,0
2,5
25,0
3,0
27,0
Spessore della piastra
Valore limite
EN AW−5052 equiv.
1,0
20,0
1,2
22,0
1,5
25,0
1,6
25,0
2,0
28,0
2,5
32,0
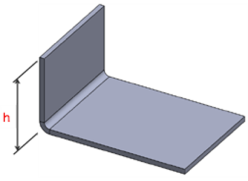
Altezza minima di piegatura: Processo di piegatura standard
Limite di lavorazione/intervallo di dimensioni
Materiale
Spessore della piastra
Valore limite h
EN 1.0038 equiv.
9,0
40,0
Esempi di parti
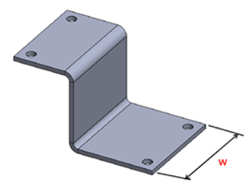
Gamma di specifiche della larghezza di piegatura
Limite di lavorazione/intervallo di dimensioni
Materiale
Spessore della piastra
intervallo di dimensioni w
EN 1.0038 equiv.
9,0
da 10 a 500
EN 1.4301 equiv. (2B)*1
5,0
10~850
Esempi di parti
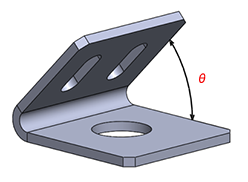
Angolo minimo per piegature strette
Limiti di lavorazione e intervallo dimensionale
L’angolo θ per le piegature strette deve essere di 45° o superiore.
Tuttavia, per il servizio di saldatural, il requisito θ differisce solo per i seguenti materiali e spessori della lamiera.
Materiale
Trattamento superficiale
Spessore della piastra
Angolo di piegatura stretta
EN AW−5052 equiv.
Nessuno
1,0 1,2 1,5 1,6 2,0 2,5 3,0 4,0 5,0 6,0
θ ≥ 90
Anodizzato (bianco)
Anodizzato (nero)
Anodizzato (nero opaco)
EN 1.0330 equiv.*1
Nessuno
1,6 2,0 2,3
Nichelatura chimica
Cromatura trivalente (trasparente)
EN 1.4301 equiv. (2B)*1
–
1,5 2,0 2,5 3,0 4,0 5,0
EN 1.4016 equiv. (2B)*1
–
1,5 2,0 3,0
Esempi di parti
*1 A causa dei vincoli di lavorazione in fabbrica, le restrizioni si applicano solo ai servizi con tempi di consegna lunghi. Se non è possibile selezionare un preventivo con tempi di consegna lunghi nonostante rientri nell’intervallo applicabile, contattare il supporto meviy.