- POMOC
- Informacje techniczne
- Obrobiona płyta
- Dokładność i specyfikacje obróbki
- Standardy dla różnych typów otworów i kieszeni
Standardy dla różnych typów otworów i kieszeni
Otwory proste
Otwory wykonywane za pomocą wierteł lub frezów walcowo-czołowych, które nie posiadają określonej klasy dokładności, określane są na potrzeby obróbki jako otwory prostoliniowe. Narzędzia stosowane w procesie obróbki mają różne maksymalne głębokości obróbki dostępne w automatycznej wycenie.
Podana wartość maksymalna jest wartością orientacyjną.
Wartość ta może się różnić w zależności od innych podanych warunków, takich jak geometria detalu czy materiał.
Obróbka wiertłem
[mm]
| Stal, Stal hartowana i stal narzędziowa, aluminium, stal nierdzewna | |
|---|---|
| Średnica | Głębokość obróbki (przybliżona) |
| 1,0 ≤ Średnica ≤ 1,9 | 40 |
| 2,0 ≤ Średnica ≤ 3,2 | 150 |
| 3,3 ≤ Średnica ≤ 4,2 | 180 |
| 4,3 ≤ Średnica ≤ 6,9 | 200 |
| 7,0 ≤ Średnica ≤ 9,9 | 220 |
| 10 ≤ Średnica ≤ 20 | 300 |
[mm]
| Tworzywa sztuczne | |
|---|---|
| Średnica | Głębokość obróbki (przybliżona) |
| 1,0 ≤ Średnica ≤ 1,9 (w przyrostach co 0,1) | ≤ Średnica * 10 |
| 2 | ≤ Średnica * 15 |
| 2,1 ≤ Średnica ≤ 3,0 (w przyrostach of 0,1) | ≤ Średnica * 14 |
| 3,1 ≤ Średnica ≤ 4,2 (w przyrostach of 0,1) | ≤ Średnica * 13 |
| 4,3 ≤ Średnica ≤ 5,7 (w przyrostach of 0,1) | ≤ Średnica * 12 |
| 5,8 ≤ Średnica ≤ 6,8 (w przyrostach of 0,1) | ≤ Średnica * 11 |
| 6,9 ≤ Średnica ≤ 9,7 (w przyrostach of 0,1) | ≤ Średnica * 10 |
| 9,8 ≤ Średnica ≤ 13 (w przyrostach of 0,1) | ≤ Średnica * 9 |
Obróbka frezem walcowo-czołowym
[mm]
| Stal, Stal hartowana i stal narzędziowa | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Bez ograniczeń | ≤100 |
[mm]
| Aluminum | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Bez ograniczeń | ≤100 |
[mm]
| Stal nierdzewna | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Brak ograniczeń | ≤80 |
[mm]
| Tworzywa sztuczne | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤7,5 | 11 | 13 | ≤30 |
| 3,5 | 4,5 | ≤10 | 13 | 18 | ≤40 |
| 4,5 | 7 | ≤15 | 18 | Brak ograniczeń | ≤60 |
| 7 | 11 | ≤20 | – | ||
[mm]
|
|||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤14 | 9 | 11 | ≤34 |
| 3,5 | 4,5 | ≤17 | 11 | 13 | ≤44 |
| 4,5 | 6 | ≤19 | 13 | 17 | ≤54 |
| 6 | 7 | ≤22 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | Bez ograniczeń | ≤74 |
- Przykład 1: Wiercenie otworu prostoliniowego o średnicy 12,9 mm w materiale o EN 1.0038 equiv.
- Narzędzie: wiertło; maksymalna głębokość obróbki: do 200 mm.
- Przykład 2: Wiercenie otworu prostoliniowego o średnicy 13,1 mm w materiale o EN 1.0038 equiv.
- Narzędzie: frez walcowo-czołowy; maksymalna głębokość obróbki: do 48 mm.
Zakresy dokładności dostępne w automatycznej wycenie
Obróbka frezem walcowo-czołowym
[mm]
| Średnica | Zakresy dokładności | |||
|---|---|---|---|---|
| > | ≤ | Tolerancja dopasowania | Tolerancja dwukierunkowa Wartość minimalna | Tolerancja jednokierunkowa Wartość minimalna (zakres) |
| – | 3 | Klasa IT7 lub wyższa | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Efektywna głębokość automatycznego wyceny
[mm]
| Stal, Stal hartowana i stal narzędziowa | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤20 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Bez ograniczeń | ≤100 |
[mm]
| Aluminum | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤40 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤50 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤60 |
| 6 | 7 | ≤25 | 17 | 21 | ≤80 |
| 7 | 9 | ≤30 | 21 | Bez ograniczeń | ≤100 |
[mm]
| Stal nierdzewna | |||||
|---|---|---|---|---|---|
| Diameter | Machining Depth (Approximate) | Diameter | Machining Depth (Approximate) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤10 | 9 | 11 | ≤32 |
| 3,5 | 4,5 | ≤12 | 11 | 13 | ≤40 |
| 4,5 | 6 | ≤16 | 13 | 17 | ≤48 |
| 6 | 7 | ≤20 | 17 | 21 | ≤64 |
| 7 | 9 | ≤24 | 21 | No Restrictions | ≤80 |
[mm]
| Tworzywa sztuczne | |||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≤5 | 11 | 13 | ≤20 |
| 3,5 | 4,5 | ≤6 | 13 | 18 | ≤24 |
| 4,5 | 7 | ≤8 | 18 | 21 | ≤36 |
| 7 | 10 | ≤12 | 21 | Brak ograniczeń | ≤40 |
| 10 | 11 | ≤16 | – | ||
[mm]
|
|||||
|---|---|---|---|---|---|
| Średnica | Głębokość obróbki (przybliżona) | Średnica | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,999 | 3,5 | ≦7 | 9 | 11 | ≦31 |
| 3,5 | 4,5 | ≦11 | 11 | 13 | ≦39 |
| 4,5 | 6 | ≦15 | 13 | 17 | ≦47 |
| 6 | 7 | ≦19 | 17 | 21 | ≦63 |
| 7 | 9 | ≦23 | 21 | Bez ograniczeń | ≦73 |
Efektywne głębokości podawane w automatycznej wycenie różnią się w zależności od obróbki rozwiertakiem, gdy tolerancja dopasowania wynosi H7 dla następujących średnic.
[mm]
| Średnica przy użyciu rozwiertaka | Efektywna głębokość (przybliżona) | ||||||
|---|---|---|---|---|---|---|---|
|
Stal hartowana i stal narzędziowa | EN 1.0038 equiv. (materiał wyżarzony) | Stal nierdzewna | Aluminum | Tworzywa sztuczne |
|
|
| 2 | ≤ Średnica * 10 | ≤ Średnica * 9 | ≤ Średnica * 6 | ≤ Średnica * 9 | ≤ Średnica * 10 | ≤ Średnica * 12 | ≤ Średnica * 6 |
|---|---|---|---|---|---|---|---|
| 3 | ≤ Średnica * 9 | ≤ Średnica * 8 | ≤ Średnica * 9 | ≤ Średnica * 12 | ≤ Średnica * 8 | ||
| 4 | ≤ Średnica * 10 | ≤ Średnica * 10 | ≤ Średnica * 8 | ≤ Średnica * 10 | ≤ Średnica * 10 | ||
| 5 | ≤ Średnica * 10 | ≤ Średnica * 15 | |||||
| 6 | ≤ Średnica * 8 | ||||||
| 7 | ≤ Średnica * 6 | ||||||
| 8/9 | ≤ Średnica * 5 | ||||||
| 10/11 | ≤100 | ≤ Średnica * 5 | |||||
| 12/13 | |||||||
| 14/15/16 | ≤ Średnica * 9 | ≤ Średnica * 9 | ≤ Średnica * 9 | ≤ Średnica * 9 | |||
| 17/18/19/20 | ≤ Średnica * 8 | ≤ Średnica * 8 | ≤ Średnica * 8 | ≤ Średnica * 8 |
Otwory gwintowane
Efektywne głębokości gwintowników podawane w ofercie
[mm]
| Średnica gwintu | Rozstaw | Gruby | Drobny | Efektywna głębokość (przybliżona) | ||||
|---|---|---|---|---|---|---|---|---|
| Stal (z wyjątkiem EN 1.0038 equiv. (materiał wyżarzony)), Aluminium, Stal nierdzewna | EN 1.0038 equiv. (materiał wyżarzony) | Stal hartowana i stal narzędziowa | Tworzywa sztuczne |
|
||||
| M2 | 0,25 | ✓ | ≤ Średnica gwintu * 5 | ≤ Średnica gwintu * 3 | ≤ Średnica gwintu * 4 | ≤ Średnica gwintu * 6 | ≤ Średnica gwintu * 2 | |
| 0,4 | ✓ | |||||||
| M2,5 | 0,35 | ✓ | ≤ Średnica gwintu * 3 | ≤ Średnica gwintu * 5 | ||||
| 0,45 | ✓ | |||||||
| M3 | 0,35 | ✓ | ≤ Średnica gwintu * 4 | ≤ Średnica gwintu * 5 | ≤ Średnica gwintu * 4 | ≤ Średnica gwintu * 3 | ||
| 0,5 | ✓ | ≤ Średnica gwintu * 5 | ||||||
| M4 | 0,5 | ✓ | ≤ Średnica gwintu * 5 | ≤ Średnica gwintu * 4 | ||||
| 0,7 | ✓ | ≤ Średnica gwintu * 5 | ||||||
| M5 | 0,5 | ✓ | ≤ Średnica gwintu * 4 | |||||
| 0,8 | ✓ | ≤ Średnica gwintu * 5 | ||||||
| M6 | 0,75 | ✓ | ≤ Średnica gwintu * 4 | |||||
| 1 | ✓ | ≤ Średnica gwintu * 5 | ||||||
| M8 | 0,75 | ✓ | ≤ Średnica gwintu * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | ≤ Średnica gwintu * 5 | ||||||
| M10 | 0,75 | ✓ | ≤ Średnica gwintu * 4 | |||||
| 1 | ✓ | |||||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | ≤ Średnica gwintu * 5 | ||||||
| M12 | 1 | ✓ | ≤ Średnica gwintu * 4 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 1,75 | ✓ | ≤ Średnica gwintu * 4 | ||||||
| M14 | 1 | ✓ | ≤ Średnica gwintu * 3 | |||||
| 1,25 | ✓ | |||||||
| 1,5 | ✓ | |||||||
| 2 | ✓ | ≤ Średnica gwintu * 2 | ||||||
| M16 | 1 | ✓ | ≤ Średnica gwintu * 3 | |||||
| 1,5 | ✓ | |||||||
| 2 | ✓ |
Efektywna głębokość gwintownika
[mm]
| Średnica gwintu | Grubo | Drobno | Efektywna głębokość (przybliżona) | ||||
|---|---|---|---|---|---|---|---|
| Stal (z wyjątkiem EN 1.0038 equiv. (materiał wyżarzony)), aluminium, stal nierdzewna | EN 1.0038 equiv. (materiał wyżarzony) | Stal hartowana i stal narzędziowa | Tworzywa sztuczne |
|
|||
| No.4-40 | ✓ | ≤ Średnica gwintu * 3 | - | - | - | - | |
|---|---|---|---|---|---|---|---|
| No.6-32 | ✓ | ||||||
| No.8-32 | ✓ | ||||||
| No.10-24 | ✓ | ||||||
| No.10-32 | ✓ | ||||||
| 1/4-20 | ✓ | ||||||
| 1/4-28 | ✓ | ||||||
| 5/16-18 | ✓ | ||||||
| 3/8-16 | ✓ | ||||||
| 3/8-24 | ✓ | ||||||
| 1/2-13 | ✓ | ||||||
| 5/8-11 | ✓ |
Otwory pod wkładki gwintowane
Rozmiary podawane w ofercie
[mm]
| Średnica gwintu | Rozstaw | Gruboziarnisty | Długość nominalna (aluminium i żywica) |
|
|---|---|---|---|---|
| M2 | 0,4 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M2,5 | 0,45 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M3 | 0,5 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M4 | 0,7 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M5 | 0,8 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M6 | 1 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M8 | 1,25 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M10 | 1,5 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
| M12 | 1,75 | ✓ | 0,5D 1D 1,5D 2D | 1D 1,5D 2D |
Otwory jednostopniowe (1-stopniowe)
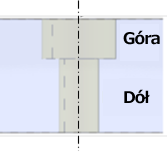
Dla otworów jednostopniowych możliwe jest zastosowanie różnych kombinacji typów otworów i tolerancji średnicy dla górnego i dolnego stopnia.
Dokładność oraz normy dotyczące otworów gwintowanych i precyzyjnych zostały opisane powyżej.
*Otwory pod wkładki mogą być wybierane tam, gdzie możliwy jest wybór otworu gwintowanego (dotyczy tylko aluminium i tworzyw sztucznych).
| Górny stopień | Otwór prosty | Otwór prosty | Otwór prosty | Precyzyjny otwór | Precyzyjny otwór | Precyzyjny otwór | Otwór gwintowany | Otwór gwintowany |
|---|---|---|---|---|---|---|---|---|
| Dolny stopień | Otwór prosty | Precyzyjny otwór | Otwór gwintowany | Otwór prosty | Precyzyjny otwór | Otwór gwintowany | Otwór prosty | Otwór pilotowy gwintowany |
Otwory dwustopniowe (2-stopniowe)
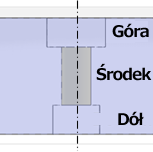
Dla otworów dwustopniowych możliwe jest zastosowanie różnych kombinacji typów otworów oraz tolerancji średnicy dla górnego, środkowego i dolnego stopnia.
Dokładność oraz normy dotyczące otworów gwintowanych i precyzyjnych zostały opisane powyżej.
*Otwory pod wkładki mogą być wybierane tam, gdzie możliwy jest wybór otworu gwintowanego (dotyczy tylko aluminium i tworzyw sztucznych).
| Górny stopień | Otwór prosty | Otwór prosty | Otwór prosty | Otwór prosty | Otwór prosty | Otwór prosty | Otwór prosty |
|---|---|---|---|---|---|---|---|
| Środkowy stopień | Otwór prosty | Otwór prosty | Otwór prosty | Precyzyjny otwór | Precyzyjny otwór | Otwór gwintowany | Otwór gwintowany |
| Dolny stopień | Otwór prosty | Precyzyjny otwór | Otwór gwintowany | Precyzyjny otwór | Otwór prosty | Precyzyjny otwór | Otwór prosty |
| Górny stopień | Otwór prosty | Otwór gwintowany | Otwór gwintowany | Otwór gwintowany | Otwór gwintowany | Otwór gwintowany | Otwór gwintowany | Precyzyjny otwór |
|---|---|---|---|---|---|---|---|---|
| Środkowy stopień | Otwór pilotowy gwintowany | Otwór prosty | Otwór prosty | Otwór prosty | Otwór pilotowy gwintowany | Otwór pilotowy gwintowany | Otwór pilotowy gwintowany | Otwór prosty |
| Dolny stopień | Otwór gwintowany | Otwór prosty | Precyzyjny otwór | Otwór gwintowany | Otwór prosty | Precyzyjny otwór | Otwór gwintowany | Otwór prosty |
| Górny stopień | Precyzyjny otwór | Precyzyjny otwór | Precyzyjny otwór | Precyzyjny otwór | Precyzyjny otwór | Precyzyjny otwór | Precyzyjny otwór |
|---|---|---|---|---|---|---|---|
| Środkowy stopień | Otwór prosty | Otwór prosty | Precyzyjny otwór | Precyzyjny otwór | Otwór gwintowany | Otwór gwintowany | Otwór pilotowy gwintowany |
| Niższy stopień | Precyzyjny otwór | Otwór gwintowany | Precyzyjny otwór | Otwór prosty | Precyzyjny otwór | Otwór prosty | Otwór gwintowany |
Otwory z łbem stożkowym
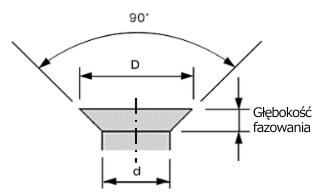
Otwory z łbem stożkowym są obrabiane zgodnie z modelem.
Otwory szczelinowe
Efektywna głębokość z automatyczną wyceną
[mm]
| Stal, Stal hartowana i stal narzędziowa | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Brak ograniczeń | ≤100 |
[mm]
| Aluminum | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Bez ograniczeń | ≤100 |
[mm]
| Stal nierdzewna | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Brak ograniczeń | ≤80 |
[mm]
| Tworzywa sztuczne | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Bez ograniczeń | ≤60 |
| 6 | 10 | ≤20 | – | ||
[mm]
|
|||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤14 | 8 | 10 | ≤34 |
| 3 | 4 | ≤17 | 10 | 12 | ≤44 |
| 4 | 5 | ≤19 | 12 | 16 | ≤54 |
| 5 | 6 | ≤22 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Brak ograniczeń | ≤74 |
Otwory podłużne precyzyjne
Otwór podłużny może zostać przekształcony w otwór podłużny precyzyjny poprzez ustawienie opcji „Rodzaj tolerancji średnicy otworu”.
Dla otworów precyzyjnych można określić dokładność w kierunku rozstawu (pitch) w ramach dostępnych zakresów.
Tolerancja efektywnej głębokości odpowiada głębokości modelowej, niezależnie od kierunku rozstawu.
Zakresy precyzji, które można określić
[mm]
| Szerokość | Zakresy dokładności | |||
|---|---|---|---|---|
| > | ≤ | Tolerancja dopasowania | Minimalna tolerancja dwukierunkowa | Minimalny zakres tolerancji jednokierunkowej |
| – | 3 | Klasa IT7 lub wyższa | 0,005 | 0,01 |
| 3 | 6 | 0,006 | 0,012 | |
| 6 | 10 | 0,008 | 0,015 | |
| 10 | 18 | 0,009 | 0,018 | |
| 18 | 30 | 0,011 | 0,021 | |
| 30 | 50 | 0,013 | 0,025 | |
| 50 | 80 | 0,015 | 0,03 | |
| 80 | 120 | 0,018 | 0,035 | |
| 120 | 180 | 0,02 | 0,04 | |
| 180 | 250 | 0,023 | 0,046 | |
| 250 | 315 | 0,026 | 0,052 | |
| 315 | 400 | 0,029 | 0,057 | |
| 400 | 500 | 0,032 | 0,063 | |
Efektywna głębokość z automatyczną wyceną
[mm]
| Stal, Stal hartowana i stal narzędziowa | |||||
|---|---|---|---|---|---|
| Szerokość | Efektywna głębokość (przybliżona) | Szerokość | Efektywna głębokość (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Bez ograniczeń | ≤100 |
[mm]
| Aluminum | |||||
|---|---|---|---|---|---|
| Szerokość | Efektywna głębokość (przybliżona) | Szerokość | Efektywna głębokość (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Bez ograniczeń | ≤100 |
[mm]
Stal nierdzewna | |||||
|---|---|---|---|---|---|
| Szerokość | Efektywna głębokość (przybliżona) | Szerokość | Efektywna głębokość (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Bez ograniczeń | ≤80 |
[mm]
| Tworzywa sztuczne | |||||
|---|---|---|---|---|---|
| Szerokość | Efektywna głębokość (przybliżona) | Szerokość | Efektywna głębokość (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤5 | 10 | 12 | ≤20 |
| 3 | 4 | ≤6 | 12 | 16 | ≤24 |
| 4 | 6 | ≤8 | 16 | 18 | ≤32 |
| 6 | 8 | ≤12 | 18 | 20 | ≤36 |
| 8 | 10 | ≤16 | 20 | Bez ograniczeń | ≤40 |
[mm]
|
|||||
|---|---|---|---|---|---|
| Szerokość | Efektywna głębokość (przybliżona) | Szerokość | Efektywna głębokość (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7 | 8 | 10 | ≤31 |
| 3 | 4 | ≤11 | 10 | 12 | ≤39 |
| 4 | 5 | ≤15 | 12 | 16 | ≤47 |
| 5 | 6 | ≤19 | 16 | 20 | ≤63 |
| 6 | 8 | ≤23 | 20 | Bez ograniczeń | ≤73 |
Kieszenie
Wszystkie miejsca obróbki, które nie są klasyfikowane jako otwory lub otwory podłużne, zaliczane są do kategorii kieszeni (pockets).
Kieszenie również podlegają automatycznej wycenie w zakresie szerokości, głębokości oraz promienia naroża (jeśli występuje).
Dla kształtów z fazą do C15 możliwych do wykonania frezem fazującym nie obowiązują ograniczenia głębokości.
Tabela zgodności szerokości/głębokości kieszeni
[mm]
| Stal, Stal hartowana i stal narzędziowa | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤40 |
| 3 | 4 | ≤12 | 10 | 12 | ≤50 |
| 4 | 5 | ≤16 | 12 | 16 | ≤60 |
| 5 | 6 | ≤20 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Bez ograniczeń | ≤100 |
[mm]
| Aluminum | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤12,5 | 8 | 10 | ≤40 |
| 3 | 4 | ≤15 | 10 | 12 | ≤50 |
| 4 | 5 | ≤20 | 12 | 16 | ≤60 |
| 5 | 6 | ≤25 | 16 | 20 | ≤80 |
| 6 | 8 | ≤30 | 20 | Bez ograniczeń | ≤100 |
[mm]
| Stal nierdzewna | |||||
|---|---|---|---|---|---|
| Szerokość | Głębokość obróbki (przybliżona) | Szerokość | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤10 | 8 | 10 | ≤32 |
| 3 | 4 | ≤12 | 10 | 12 | ≤40 |
| 4 | 5 | ≤16 | 12 | 16 | ≤48 |
| 5 | 6 | ≤20 | 16 | 20 | ≤64 |
| 6 | 8 | ≤24 | 20 | Brak ograniczeń | ≤80 |
[mm]
| Tworzywa sztuczne | |||||
|---|---|---|---|---|---|
| Szerokość | Efektywna głębokość (przybliżona) | Szerokość | Efektywna głębokość (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 2,5 | 3 | ≤7,5 | 10 | 12 | ≤30 |
| 3 | 4 | ≤10 | 12 | 18 | ≤40 |
| 4 | 6 | ≤15 | 18 | Bez ograniczeń | ≤60 |
| 6 | 10 | ≤20 | |||
Tabela zgodności kieszeni R/wysokość
[mm]
| Stal, Stal hartowana i stal narzędziowa | |||||
|---|---|---|---|---|---|
| R | Głębokość obróbki (przybliżona) | R | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Bez ograniczeń | ≤100 |
[mm]
| Aluminum | |||||
|---|---|---|---|---|---|
| R | Głębokość obróbki (przybliżona) | R | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤50 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤60 |
| 3 | 4 | ≤30 | 8 | 10 | ≤80 |
| 4 | 5 | ≤40 | 10 | Bez ograniczeń | ≤150 |
[mm]
| Stal nierdzewna | |||||
|---|---|---|---|---|---|
| R | Głębokość obróbki (przybliżona) | R | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 0,74 | 1,5 | ≤15 | 5 | 6 | ≤40 |
| 1,5 | 3 | ≤20 | 6 | 8 | ≤48 |
| 3 | 4 | ≤24 | 8 | 10 | ≤64 |
| 4 | 5 | ≤32 | 10 | Brak ograniczeń | ≤80 |
[mm]
| Tworzywa sztuczne | |||||
|---|---|---|---|---|---|
| R | Głębokość obróbki (przybliżona) | R | Głębokość obróbki (przybliżona) | ||
| > | ≤ | > | ≤ | ||
| 1,249 | 1,5 | ≤7,5 | 5 | 6 | ≤30 |
| 1,5 | 2 | ≤10 | 6 | 10 | ≤40 |
| 2 | 3 | ≤15 | 10 | Brak ograniczeń | ≤50 |
| 3 | 5 | ≤20 | |||