Typ spawania „Spawanie łukowe” jest realizowany metodą TIG lub spawaniem półautomatycznym (spawanie MAG (CO₂)). Dodatkowo, w razie potrzeby spawanie jest wykonywane z użyciem elektrod spawalniczych.
Decyzja o tym, która metoda spawania zostanie zastosowana do wykonania produktu, jest podejmowana w zakładzie produkcyjnym na podstawie kształtu produktu, z uwzględnieniem standardów opisanych poniżej.
・Spawanie TIG:
Ta metoda jest stosowana głównie do cienkich blach, zewnętrznych krawędzi kształtów skrzynkowych oraz spoin doczołowych. W przypadku blach o średniej grubości i grubszych spawanie TIG może być również wykonywane z użyciem druta spawalniczego.
Obszar spawany metodą TIG ma ciągły, zachodzący na siebie wygląd przypominający łuski.
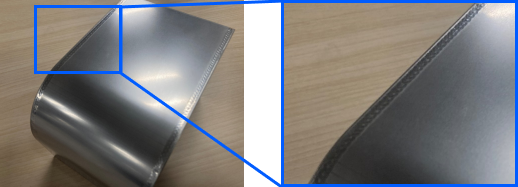
Przykład wykonania spawania TIG (bez drutu dodatkowego, EN 1.4301 equiv. (2B))
・Spawanie półautomatyczne (spawanie MAG (CO₂)):
Ta metoda spawania jest często stosowana w przypadku produktów z blach o średniej grubości ze spoinami pachwinowymi. Podczas obróbki ma tendencję do wytwarzania odprysków i żużlu.
Obszar spawany jest nadbudowany, przez co ma bardziej wyraźny wygląd niż w przypadku spawania TIG.
Przykład spawania MAG (CO₂) (z drutem dodatkowym, EN 1.0038 equiv.)
・Kryteria stosowania elektrod spawalniczych:
Stosowane przy spawaniu łukowym materiałów na bazie żelaza o grubości blachy 3,2 mm lub większej, materiałów na bazie SUS o grubości blachy 4,0 mm lub większej oraz materiałów aluminiowych o grubości blachy 2,0 mm lub większej.
Jednak w obszarach takich jak zewnętrzny obwód kształtów skrzynkowych, spoiny doczołowe lub miejsca, w których lico spoiny mogłoby kolidować z otworami przy użyciu drutu dodatkowego, zamiast tego może zostać zastosowane spawanie TIG
bez drutu dodatkowego, aby nadać priorytet wyglądowi i funkcjonalności.
Przykład naprawy spoiny metodą TIG (z drutem dodatkowym, A5052)
Spawanie laserowe
Spawanie laserowe jest wykonywane metodą spawania laserem światłowodowym albo spawania laserem YAG.
Zakład produkcyjny określa, która metoda zostanie zastosowana, na podstawie kształtu produktu.
Przykład obróbki spawaniem laserowym
Standardowe (łukowe lub laserowe)
W przypadku opcji „Pozostaw to nam (spawanie łukowe lub laserowe)” spawanie jest wykonywane metodami opisanymi powyżej dla spawania łukowego lub laserowego, a następnie produkt jest wysyłany.
Typ spawania stosowany podczas produkcji jest określany w zakładzie produkcyjnym na podstawie warunków, takich jak zamówiony materiał, grubość blachy i kształt produktu. W przypadku ponownych zamówień tego samego numeru modelu spawanie będzie wykonywane tą samą metodą, co przy pierwszym zamówieniu.
Zgrzewanie punktowe
Do zgrzewania punktowego używamy zgrzewarek punktowych stacjonarnych lub stołowych, w zależności od kształtu produktu. Typ maszyny jest określany w zakładzie produkcyjnym.
・Metoda przetwarzania:
Obróbka jest wykonywana przy użyciu zgrzewarek punktowych typu stacjonarnego albo stołowego.
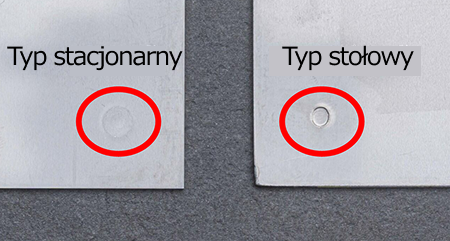
Ślady zgrzewów punktowych różnią się: w przypadku maszyn stacjonarnych wgniecenia powstają po obu stronach obszaru zakładki dwóch blach jako ślady zgrzewu punktowego. W przypadku maszyn stołowych, na powierzchni ułożonej płasko na elektrodzie stołu nie powstają wgniecenia.
Chociaż wygląd różni się również w zależności od materiału, grubości blachy i kształtu, głębokość wgniecenia jest zwykle większa w metodzie stołowej.
Przykłady śladów zgrzewów punktowych według materiału i metody spawania
Przykład: EN 1.4301 equiv. (2B)
・Kierunek docisku:
Kierunek docisku podczas zgrzewania punktowego jest określany w zakładzie produkcyjnym na podstawie kształtu produktu.
Jeśli chcesz określić metodę przetwarzania, wpisz to w sekcji Dodatkowe instrukcje i poproś o wycenę ręczną.
Długość nogi spoiny
Dla produktów spawanych metodą spawania łukowego docelowa długość nogi spoiny jest następująca.
Jeśli wymagane jest spawanie z długościami nogi spoiny spoza poniższych zakresów, wpisz to w polu Dodatkowe instrukcje i poproś o wycenę dział wsparcia meviy.
・EN 1.0330 equiv.(EN 1.0320 equiv.(walcowana na gorąco)), EN 1.0330 equiv. (Cynkowanie elektrolityczne), EN 1.4301 equiv. (2B), EN 1.4301 equiv. (NO.1), stal nierdzewna (jednostronne wykończenie hairline), EN 1.4016 equiv. (2B)
– Wartość odniesienia (minimum): 0,7 × grubość blachy t1 mm
– Wartość maksymalna: 1,5 × grubość blachy t2 mm
*W przypadku spawania blach o różnej grubości Grubość blachy t1: mniejsza grubość blachy, grubość blachy t2: większa grubość blachy
・EN AW−5052 equiv.
– Wartość odniesienia (minimum): 3,5 mm
– Wartość maksymalna: 10 mm
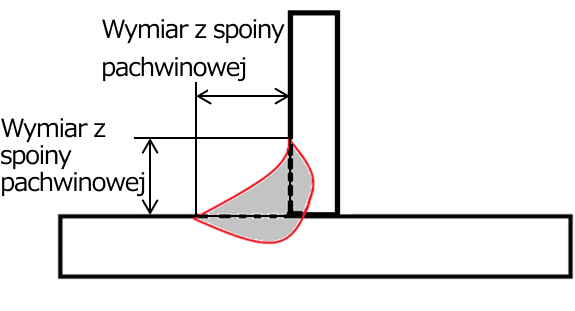
Ilustracja długości nogi spoiny
Wytrzymałość produktów spawanych
Nie gwarantujemy wytrzymałości gotowego produktu w przypadku części Welded Sheet Metal. Jednak produkt zostanie wysłany po potwierdzeniu, że części składowe są zespawane i połączone.