- POMOC
- Informacje techniczne
- Spawana blacha
- Standardy spawania
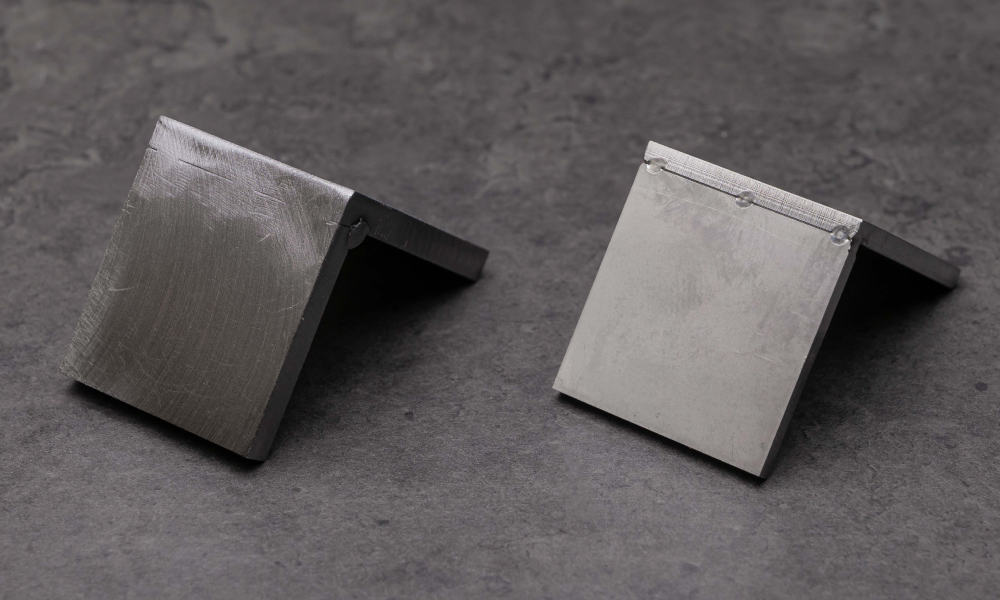
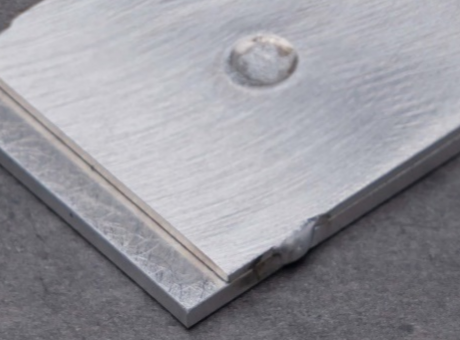
- Wygląd po procesach spawania i wykańczania
Wygląd po procesach spawania i wykańczania


Uwaga
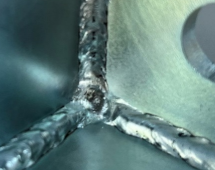
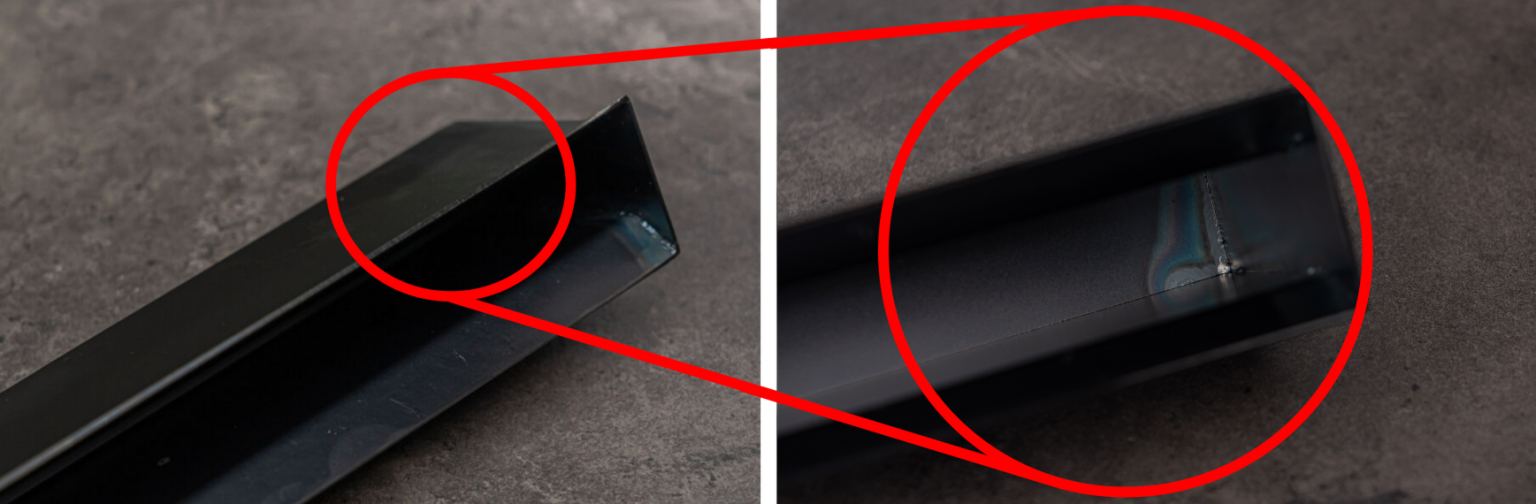
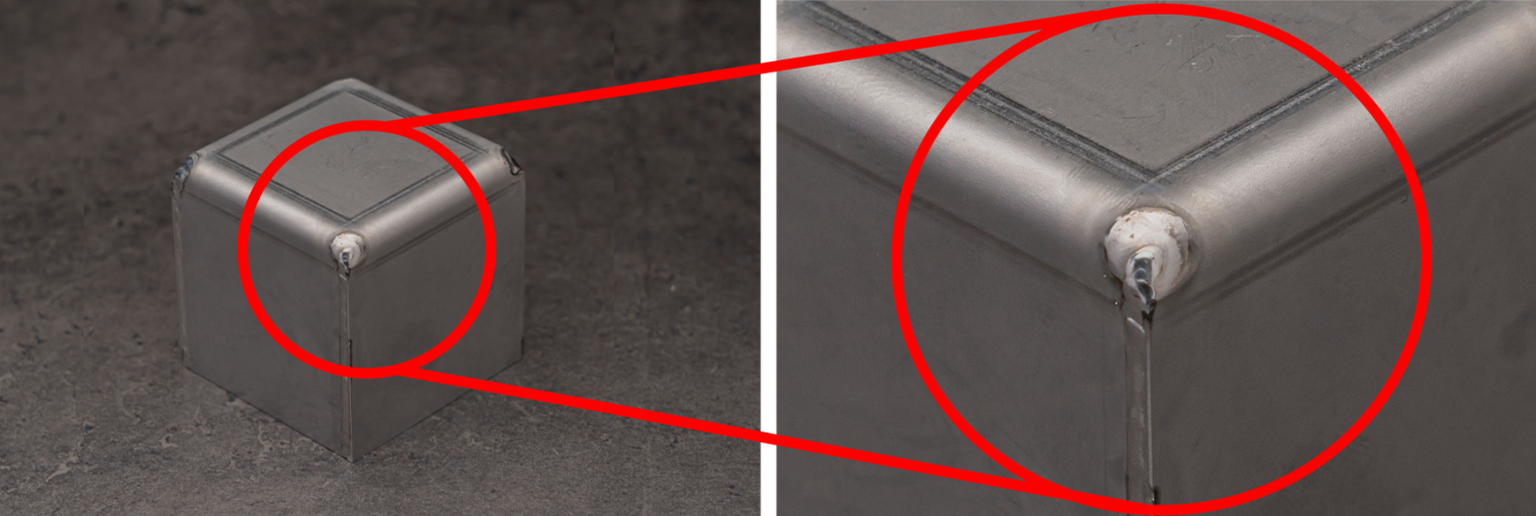
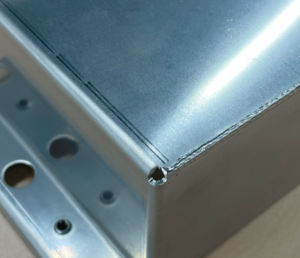
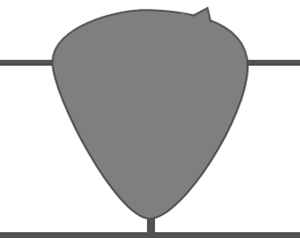
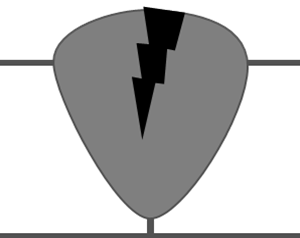
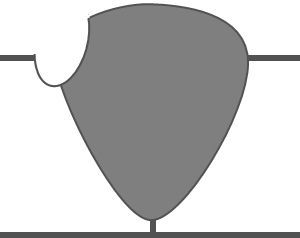
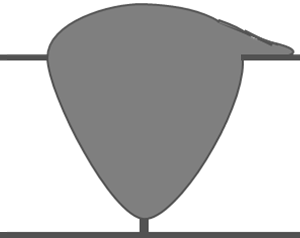
Podczas wykonywania spawania łukowego metodą TIG bez użycia drutu dodatkowego, lico spoiny tworzy się w taki sposób, że zapada się do wewnątrz, co daje wygląd pokazany poniżej. Nie jest to podtopienie, lecz normalne wykończenie spoiny.
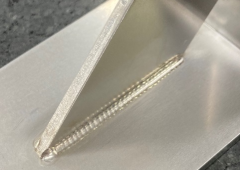
Przykład spawania TIG bez drutu dodatkowego