- POMOC
- Informacje techniczne
- Spawana blacha
- Odpowiednie części/materiały
- Wymagania dla wyceny części spawanych o różnych grubościach blachy
Wymagania dla wyceny części spawanych o różnych grubościach blachy
- Możemy również przygotować wyceny dla spawanych elementów blaszanych złożonych z dwóch lub większej liczby różnych grubości blachy.
- Poniżej podano warunki, przy których wycena jest możliwa.
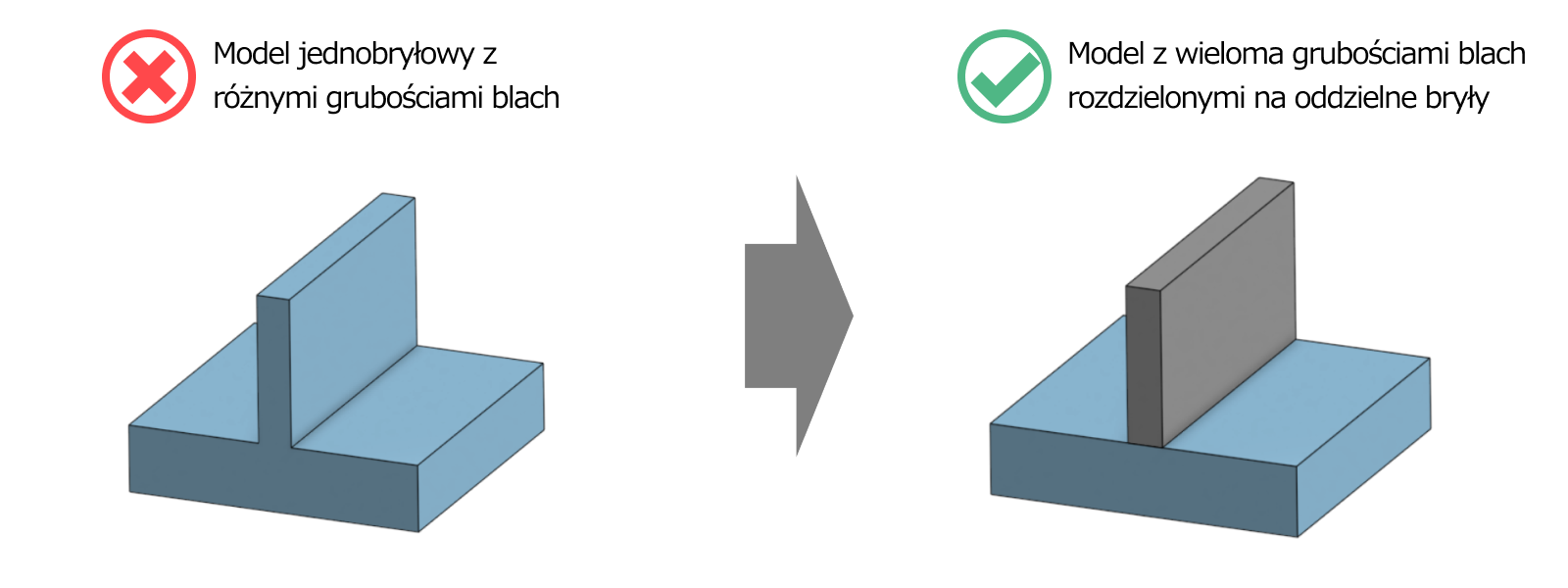
Zasady modelowania dla blach o różnych grubościach
W przypadku spawanych elementów blaszanych składających się z dwóch lub większej liczby grubości blachy każdą grubość należy modelować jako osobną bryłę.
Dopuszczalne kombinacje grubości blach objęte wyceną
Istnieją ograniczenia dotyczące liczby typów grubości blachy, które mogą zostać wycenione. Szczegółowe informacje znajdują się w poniższej tabeli.
| Liczba typów grubości blachy | |
|---|---|
| Automatyczna wycena | Do 3 typów |
| Wycena ręczna | Do 5 typów |
| Wycena niemożliwa | 6 lub więcej typów |
- W poniższej tabeli podano minimalne i maksymalne zakresy kombinacji grup materiałowych i grubości blachy, które można wycenić automatycznie.
- Nie obsługujemy kombinacji różnych materiałów między grupami materiałowymi.
| Grupa materiałowa 1 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
CEN 1.0330 equiv. (EN 1.0320 equiv. (walcowana na gorąco)) EN 1.0038 equiv.*1 | 1,0 | 2,0 | 1,0 | 3,2 |
| 1,2 | 2,6 | 1,2 | 3,2 | |
| 1,6 | 3,2 | 1,6 | 3,2 | |
| 2,0 | 4,5 | 2,0 | 3,2 | |
| 2,3 | 6,0 | 2,3 | 3,2 | |
| 3,2 | 9,0 | 3,2 | 3,2 | |
| 4,5 | 10,0 | – | – | |
| 6,0 | 12,0 | – | – | |
| 9,0 | 16,0 | – | – | |
*1 W przypadku konfiguracji zawierających elementy o grubości blachy przekraczającej 6,0 mm, dla których jako obróbkę powierzchniową wybrano powłokę na bazie rozpuszczalników, zróżnicowanie grubości blachy będzie akceptowane wyłącznie po potwierdzeniu w ramach wyceny ręcznej.
| Grupa materiałowa 2 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
| EN 1.0330 equiv. (Cynkowanie elektrolityczne) | 1,0 | 2,0 | 1,0 | 3,2 |
| 1,2 | 2,6 | 1,2 | 3,2 | |
| 1,6 | 3,2 | 1,6 | 3,2 | |
| – | – | 2,0 | 3,2 | |
| – | – | 2,3 | 3,2 | |
| – | – | 3,2 | 3,2 | |
| Grupa materiałowa 3 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
|
EN 1.4301 equiv. (2B)
EN 1.4301 equiv. (NO.1) |
1,0 | 2,0 | 1,0 | 3,0 |
| 1,2 | 2,5 | 1,2 | 3,0 | |
| 1,5 | 3,0 | 1,5 | 3,0 | |
| 2,0 | 4,0 | 2,0 | 3,0 | |
| 2,5 | 5,0 | 2,5 | 3,0 | |
| 3,0 | 6,0 | – | – | |
| 4,0 | 9,0 | – | – | |
| 5,0 | 10,0 | – | – | |
| 6,0 | 12,0 | – | – | |
| Grupa materiałowa 4 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
| EN 1.4301 equiv. (jednostronnie polerowany o ziarnistości #400)*2 | 1,0 | 2,0 | – | – |
| 1,2 | 3,0 | – | – | |
| Grupa materiałowa 5 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
| EN 1.4301 equiv. (jednostronne wykończenie typu hairline)*2 | 1,0 | 2,0 | – | – |
| 1,2 | 3,0 | – | – | |
*2 EN 1.4301 equiv. (jednostronne wykończenie typu hairline) jest dostępne wyłącznie w ramach wyceny ręcznej. Dodatkowo w przypadku stali nierdzewnej 304 (jednostronne polerowanie o ziarnistości #400) wymagana jest ręczna wycena dla produktów obejmujących zgrzewanie punktowe.
| Grupa materiałowa 6 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
| EN 1.4016 equiv. (2B) | ||||
| 1,0 | 2,0 | 1,0 | 3,0 | |
| 1,2 | 3,0 | 1,2 | 3,0 | |
| – | – | 1,5 | 3,0 | |
| – | – | 2,0 | 3,0 | |
| Grupa materiałowa 7 | Zakres kombinacji grubości blachy | |||
|---|---|---|---|---|
| Spawanie łukowe, spawanie laserowe | Zgrzewanie punktowe | |||
| Minimum | Maksimum | Minimum | Maksimum | |
| EN AW−5052 equiv. | 1,0 | 2,0 | 1,0 | 2,5 |
| 1,2 | 2,5 | 1,2 | 2,5 | |
| 1,5 | 3,0 | 1,5 | 2,0 | |
| 1,6 | 3,0 | 1,6 | 2,0 | |
| 2,0 | 4,0 | 2,0 | 2,0 | |
| 2,5 | 5,0 | – | – | |
| 3,0 | 6,0 | – | – | |
Informacje o zakresie ograniczeń obróbki dla części o różnych grubościach
- Ograniczenia obróbki elementów spawanych z blach o różnych grubościach różnią się w zależności od metody spawania.
- ・Spawanie łukowe, spawanie laserowe ⇒ Wartość graniczna obróbki elementu o największej grubości blachy w produkcie stanowi standard
- ・Zgrzewanie punktowe ⇒ Wartość graniczna obróbki cieńszego elementu tworzącego obszar spawany stanowi standard
Szczegółowe informacje znajdują się w wytycznych projektowych spawanych elementów blaszanych „
Zakres ograniczeń obróbki”.
Informacje o terminach wysyłki dla części o różnych grubościach
- Termin wysyłki spawanych elementów blaszanych o różnych grubościach blachy to standardowy termin wysyłki dla części wykonanych
z jednej grubości blachy plus jeden dzień. Szczegółowe informacje znajdują się w sekcji „Czas realizacji (dni)” w sekcji Welded Sheet Metal – obsługiwane części/materiały.