- POMOC
- Informacje techniczne
- Spawana blacha
- Odpowiednie części/materiały
- Instrukcje i szczegóły dotyczące informacji o spawaniu
Instrukcje i szczegóły dotyczące informacji o spawaniu
 |
|

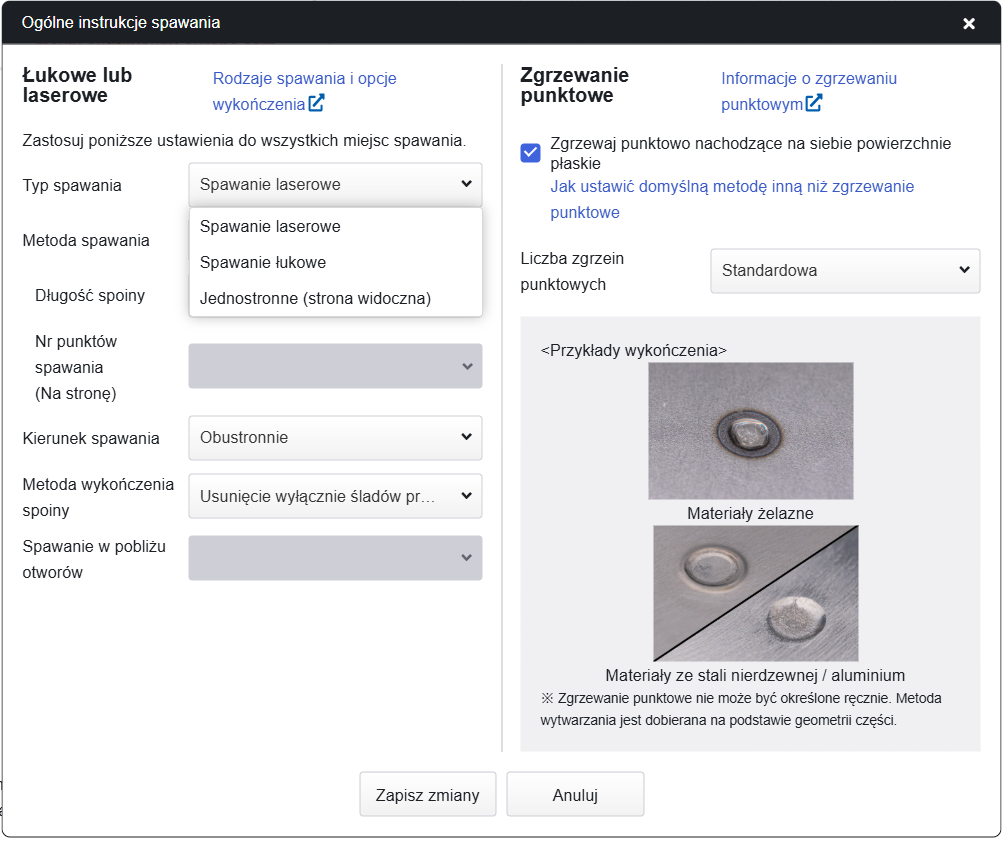
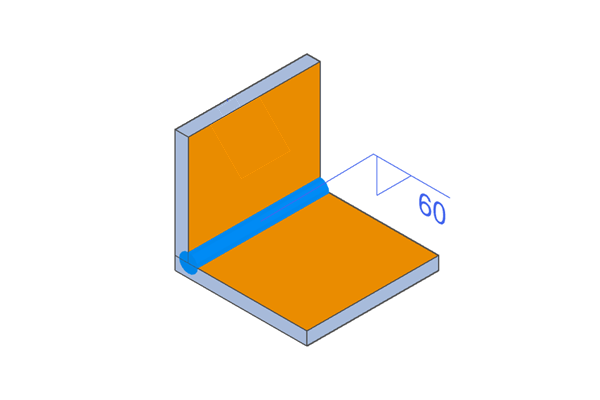
Spawanie łukowe |

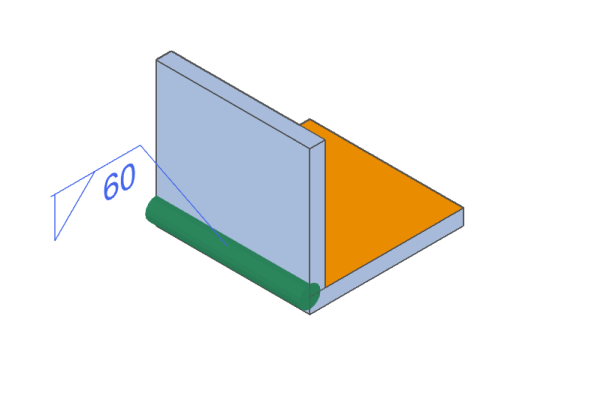
Spawanie laserowe |

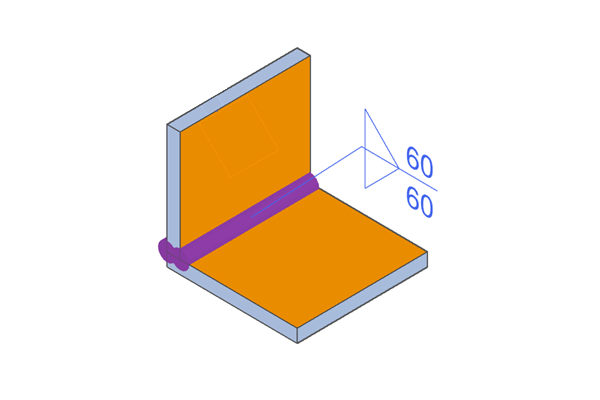
Zgrzewanie punktowe |
|


Wskazówka
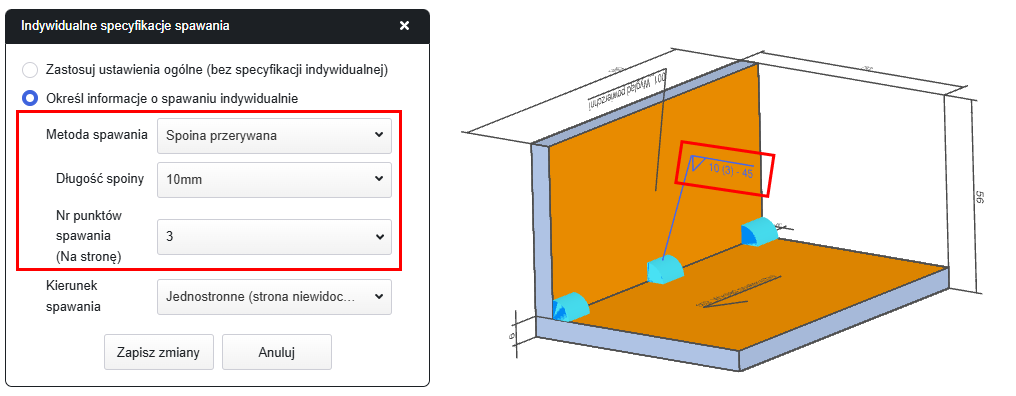
Można wybrać jedną z dwóch metod określania liczby miejsc spawania: wartość stałą lub obliczenie na podstawie proporcji.Wartość stała →
Dla każdej krawędzi odstęp między spoinami zostanie dostosowany tak, aby zastosować określoną liczbę spoin (na podstawie wartości stałej).
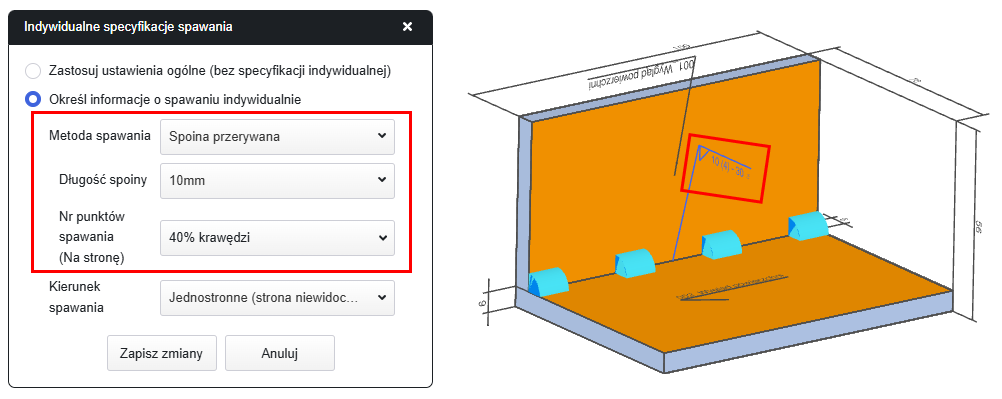
Obliczanie na podstawie proporcji →
Dla każdej krawędzi liczba spoin i odstępy między nimi są dostosowywane tak, aby wybrany procent krawędzi został zespawany.
Uwaga
- Jeśli wybrana długość spoiny i liczba miejsc spawania dla spawania przerywanego przekroczą dostępny spawalny odcinek krawędzi, system zaklasyfikuje tę sekcję jako spawanie ciągłe.
- *Uwaga: Spawanie przerywane nie może być zastosowane, gdy odstęp między spoinami jest mniejszy niż 5 mm.
- Długość spoiny: 30 mm, liczba miejsc spawania: 4
- → 30 mm × 4 = 120 mm, co przekracza spawalną długość krawędzi wynoszącą 100 mm, dlatego zostanie to potraktowane jako spawanie ciągłe.
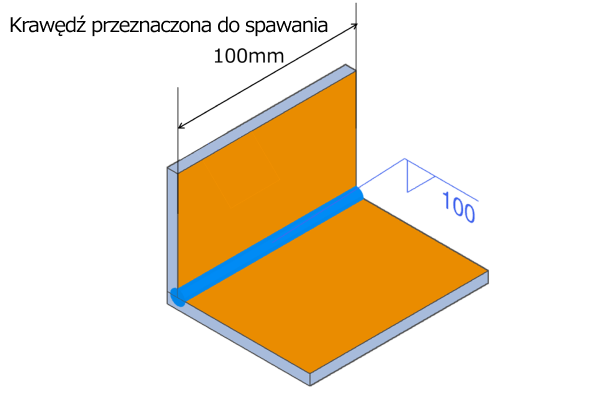 Przykład przypadku traktowanego jako spawanie ciągłe
Przykład przypadku traktowanego jako spawanie ciągłe
Uwaga
- W przypadku spoin typu T między powierzchniami grubości blachy a płaskimi powierzchniami blachy oraz połączeń spawanych, w których płaskie powierzchnie blach nachodzą na siebie, nie można określić kierunku spawania.
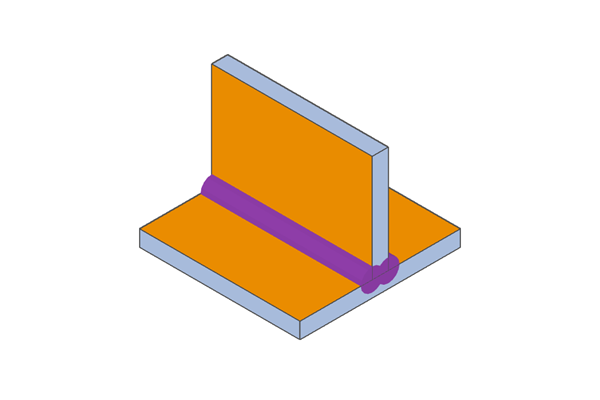 Przykład spoiny T między płaskimi
Przykład spoiny T między płaskimi
powierzchniami blach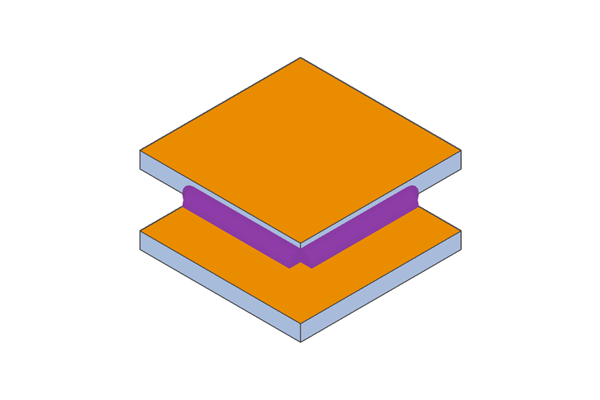 Przykład spoiny T na płaskiej blasze
Przykład spoiny T na płaskiej blasze
Kierunek obróbki dla zgrzewania punktowego jest określany podczas produkcji na podstawie kształtu.
Jeśli wymagane jest zgrzewanie punktowe z określonej strony, należy wskazać to w polu dodatkowych instrukcji i poprosić o wycenę przez przedstawiciela.
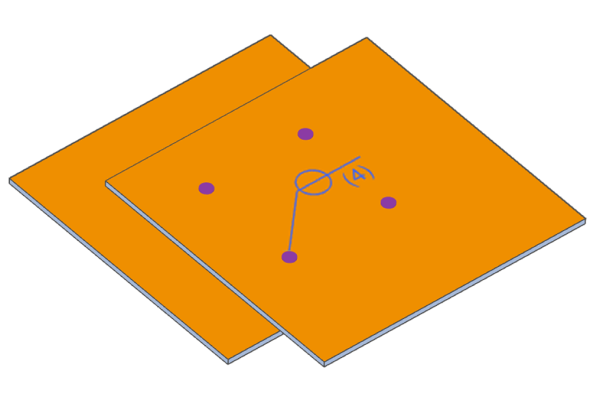
Przykłady zgrzewania punktowego

