Typ wykończenia (spawanie łukowe, spawanie laserowe)
Tylko usuwanie zgorzeli
Opcja „Tylko usuwanie śladów przypalenia” usuwa zgorzel spawalniczą przy użyciu określonej metody. Jednakże w przypadku materiałów EN 1.0330 equiv. (EN 1.0320 equiv. (walcowanie na gorąco)), EN 1.0330 equiv. (cynkowanie elektrolityczne) oraz EN AW−5052 equiv. zgorzeli spawalniczej osadzonej głęboko wewnątrz spoin nie można usunąć narzędziami, w związku z czym zostanie pozostawiona.
Metoda wykończenia obejmująca tylko usuwanie zgorzeli (Scale Removal Only) różni się w zależności od materiału i odpowiednia obróbka wykonywana jest z zastosowaniem szlifowania zgrubnego lub polerowania elektrolitycznego.
・Szlifowanie zgrubne:
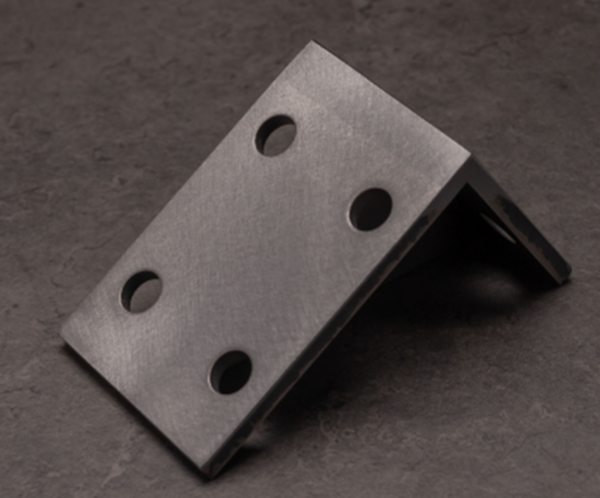
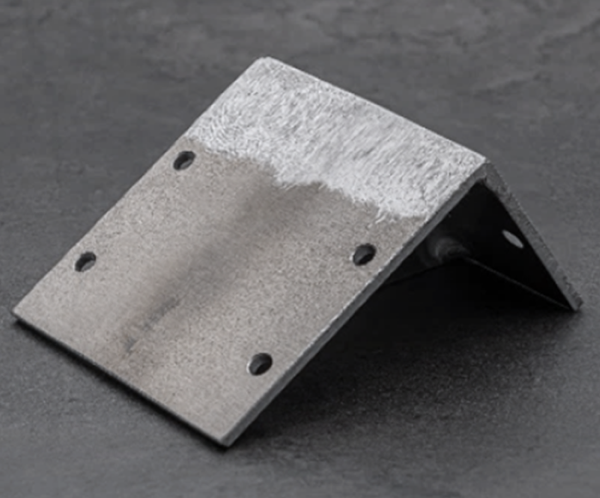
Materiały EN 1.0330 equiv. (EN 1.0320 equiv. (walcowanie na gorąco)), EN 1.0330 equiv. (cynkowanie elektrolityczne) oraz EN AW−5052 equiv. obrabiane są przy użyciu szlifierki.
W miejscach dostępnych dla narzędzi szlifuje się nie tylko ślady przypalenia spawalniczego, ale także obszar lica spoiny; jednak nie jest wykonywane całkowite zrównanie lica spoiny.
W przypadku lic spoin i śladów przypalenia spawalniczego w miejscach niedostępnych dla narzędzi usuwa się sadzę za pomocą ściereczki czyszczącej lub podobnego środka. Jeśli pożądane jest całkowite zrównanie lica spoiny, prosimy wybrać opcję wykończenia szlifowaniem.
Wygląd w przypadku EN 1.0330 equiv. (EN 1.0320 equiv. (walcowanie na gorąco))
Góra: strona zewnętrzna, dół: strona wewnętrzna
Wygląd w przypadku EN 1.0330 equiv. (cynkowanie elektrolityczne)
Góra: strona zewnętrzna, dół: strona wewnętrzna
Wygląd w przypadku EN AW−5052 equiv.
Góra: strona zewnętrzna, dół: strona wewnętrzna
・Elektropolerowanie:
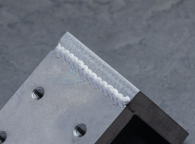
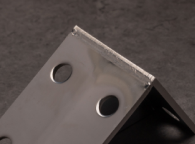
Materiały EN 1.4301 equiv. (2B), EN 1.4301 equiv. (NO.1), EN 1.4301 equiv. (jednostronnie polerowane o ziarnistości #400) oraz EN 1.4016 equiv. (2B) są poddawane polerowaniu elektrolitycznemu w celu usunięcia śladów przypalenia spawalniczego.
Obróbka śladów przypalenia spawalniczego obejmuje również wewnętrzny obszar spoiny. Samo lico spoiny pozostaje nienaruszone. Po zabiegu usuwania przypaleń nie wykonuje się ogólnego polerowania powierzchni.
Jeśli po zabiegu usuwania przypaleń chcesz wykonać po stronie widocznej szlifowanie powierzchni materiału EN 1.4301 equiv. (jednostronnie polerowany o ziarnistości #400), wybierz opcję wykończenia szlifierką.
Wygląd EN 1.4301 equiv. (2B)
Góra: strona zewnętrzna, dół: strona wewnętrzna
Wygląd EN 1.4301 equiv. (NO.1)
Góra: strona zewnętrzna, dół: strona wewnętrzna
Wygląd EN 1.4016 equiv. (2B)
Góra: strona zewnętrzna, dół: strona wewnętrzna
Wykończenie szlifierką
„Wykończenie szlifierką” polega na użyciu szlifierki do obróbki obszaru lica spoiny i przypaleń spawalniczych (zgorzeliny) w celu spłaszczenia obszaru lica spoiny. Jednak spawane obszary zagłębione
do wewnątrz są wyłączone ze spłaszczania lica spoiny, ponieważ narzędzia nie mogą do nich dotrzeć.
Ponadto w przypadku materiału EN 1.0330 equiv. (EN 1.0320 equiv., walcowanego na gorąco) oraz EN AW−5052 equiv. wewnętrzna zgorzelina spawalnicza jest obrabiana wyłącznie poprzez usuwanie sadzy. W przypadku materiałów ze stali nierdzewnej wewnętrzne przypalenia spawalnicze są usuwane poprzez polerowanie elektrolityczne.
Powierzchnia zewnętrzna EN 1.0330 equiv. (EN 1.0320 equiv. (walcowana na gorąco))
EN AW−5052 equiv. Powierzchnia zewnętrzna
Powierzchnia zewnętrzna EN 1.4301 equiv. (2B)
Powierzchnia zewnętrzna EN 1.4016 equiv. (2B)
Obszary wykańczania (spawanie łukowe, spawanie laserowe)
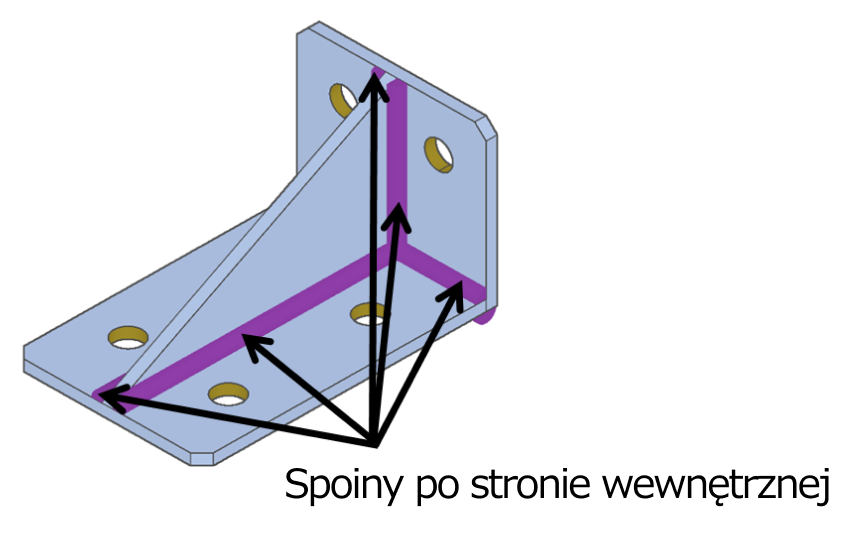
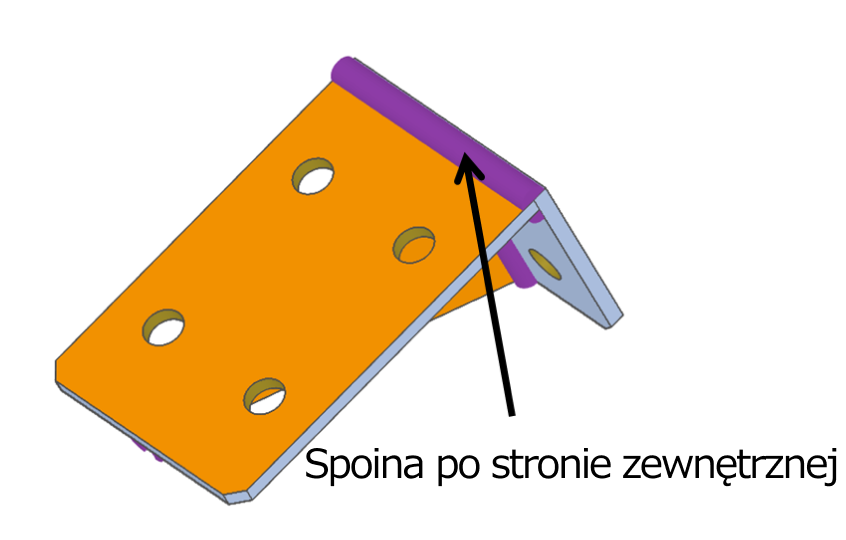
Zarówno usuwanie przypaleń, jak i wykończenie szlifierką mają zastosowanie wyłącznie do lica spoiny i śladów przypaleń spawalniczych znajdujących się na zewnętrznej powierzchni produktu. Obróbki lica spoiny i śladów przypaleń spawalniczych na wewnętrznej powierzchni produktu nie można wykonywać w miejscach, do których narzędzia nie sięgają.
Jednak w przypadku materiałów ze stali nierdzewnej, ślady przypaleń spawalniczych związane z liniami spoin znajdującymi się po wewnętrznej stronie również podlegają obróbce. Spłaszczenie wewnętrznego lica spoiny nie jest możliwe.
Metody wykańczania według materiału i obróbki powierzchni (spawanie łukowe, spawanie laserowe)
Tabela zgodności wykańczania według materiału i obróbki powierzchni
Materiał
Tylko usuwanie śladów przypaleń
Wykończenie szlifierką
Zewnętrzna
Zgorzelina spawalnicza
Wewnętrzna
Przypalenie spoiny (zgorzelina)
Pozostałości na licu spoiny
Przypalenie spoiny po stronie zewnętrznej
(zgorzelina)
Przypalenie spoiny po stronie wewnętrznej
(zgorzelina)
Pozostałości na licu spoiny
EN 1.0330 equiv. (EN 1.0320 equiv. (walcowana na gorąco))
EN 1.0330 equiv. (EN 1.0320 equiv. (walcowana na gorąco)) + różne powłoki
EN 1.0330 equiv. (EN 1.0320 equiv. (walcowane na gorąco)) + chromian trójwartościowy (czarny)
–
Po szlifowaniu – polerowanie całej powierzchni
EN 1.0330 equiv. (EN 1.0320 equiv. (walcowane na gorąco)) + różne techniki malowania / powłoki
–
Szlifować szlifierką
(Tylko w pobliżu obszarów spawanych)
EN 1.0330 equiv. (cynkowanie elektrolityczne)
Obróbka szlifierska
(Tylko w pobliżu obszarów spawanych)
Ściereczki, środki czyszczące itp.
Usuwanie sadzy
Strona zewnętrzna:
Brak Strona wewnętrzna: Tak
–
EN 1.4301 equiv. (NO.1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Elektropolerowanie
Elektropolerowanie
Zewnętrzna: Tak
Wewnętrzna: Tak
Elektropolerowanie
Elektropolerowanie
Zewnętrzna: Brak (płasko)
Wewnętrzna: Tak
EN 1.4301 equiv. (jednostronnie polerowany o ziarnistości #400)
Elektropolerowanie i szlifowanie, a następnie polerowanie do wykończenia #400 lub wyższego na powierzchni widocznej
EN AW−5052 equiv. + różne wykończenia anodowane
Szlifowanie
(Tylko w pobliżu obszarów spawanych)
Ściereczki, środki czyszczące itp.
Usuwanie sadzy
Zewnętrzna: Brak
Wewnętrzna: Tak
Szlifować szlifierką
(Tylko w pobliżu obszarów spawanych)
Środek do czyszczenia tkanin itp.
Usuwanie sadzy
Legenda kolumny „Pozostałości spoiny”
・Wewnątrz: Obecnie ⇒ Lico spoiny pozostaje nieszlifowane (może zostać zeszlifowane w obrębie sięgania narzędzia)
・Po stronie zewnętrznej: Brak (płasko) ⇒ Lico spoiny zostało zeszlifowane i nie wystaje względem otaczającej powierzchni
・Zewnętrzna: Brak ⇒ Lico spoiny zostało zeszlifowane, ale nie jest gwarantowana płaskość względem otaczających powierzchni
Materiały / obróbki powierzchni wymagające dodatkowych specyficznych metod wykończenia
・EN 1.4301 equiv. (jednostronnie polerowany o ziarnistości #400)
W przypadku wyboru wykończenia szlifierką powierzchnię widoczną wykańcza się poprzez polerowanie do ziarnistości #400 lub wyższej.
EN 1.4301 equiv. (jednostronnie polerowany o ziarnistości #400) Wygląd po wykończeniu szlifierką
・EN 1.0330 equiv. (EN 1.0320 equiv., walcowane na gorąco) + chromian trójwartościowy (czarny):
Dostępne jest tylko wykończenie szlifierką.
Podobnie jak w przypadku innych produktów powlekanych, po zeszlifowaniu do obróbki powierzchni całą powierzchnię przed powlekaniem poleruje się szlifierką dwusuwową.
EN 1.0330 equiv. (EN 1.0320 equiv., walcowane na gorąco) + chromian trójwartościowy (czarny) Wygląd po wykończeniu szlifierką
Metoda wykańczania zgrzewów punktowych
Zgrzewy punktowe wykańcza się metodą stałą, zależną od materiału, bez względu na wybór w polu informacji o spawaniu.
Na przykład nawet jeśli w polu wskazania informacji o spawaniu wybrano wykończenie szlifowaniem, szlifowanie nie jest wykonywane na śladach zgrzewania punktowego, więc ślady zgrzewania punktowego pozostają bez zmian w momencie wysyłki.
Metody wykańczania według materiału
・EN 1.0330 equiv. (EN 1.0320 equiv. (walcowanie na gorąco)):
W przypadku zgrzewów punktowych nie wykonuje się obróbki usuwania przypaleń po spawaniu; ślady zgrzewania punktowego pozostają bez zmian przy wysyłce.
Jednak ślady przypaleń spawalniczych spowodowane tymczasowymi łącznikami będą obrabiane szlifierką w zakresie dostępnym dla narzędzi.
・EN 1.0330 equiv. (cynkowanie elektrolityczne):
W przypadku zgrzewania punktowego nie przeprowadza się procesu usuwania przypaleń po spawaniu; produkty są wysyłane z pozostawionymi śladami zgrzewania punktowego. Aby zachować powłokę, nie przeprowadza się obróbki usuwania przypaleń w obszarach z przypaleniami spawalniczymi spowodowanymi przez
tymczasowe zatrzymania.
・EN 1.4301 equiv. (2B), EN 1.4016 equiv. (2B):
Ślady przypaleń spawalniczych po zgrzewaniu punktowym usuwa się poprzez polerowanie elektrolityczne. Produkty są wysyłane z pozostawionymi śladami zgrzewania punktowego.
・EN AW−5052 equiv.:
Nie przeprowadza się obróbki usuwania przypaleń spawalniczych związanych ze zgrzewaniem punktowym. Jednak tylko obszar w pobliżu śladów zgrzewania punktowego jest obrabiany szlifierką, aby zapewnić, że nie pozostaną żadne występy względem otaczającego obszaru.
Nie wykonuje się żadnej obróbki w przypadku śladów przypaleń spawalniczych spowodowanych tymczasowymi zatrzymaniami.