- AIDE
- Informations techniques
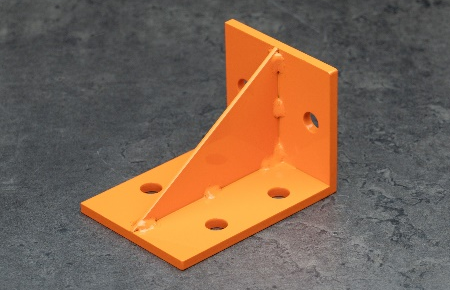
- Pièces en tôle soudée
- Précision et spécifications
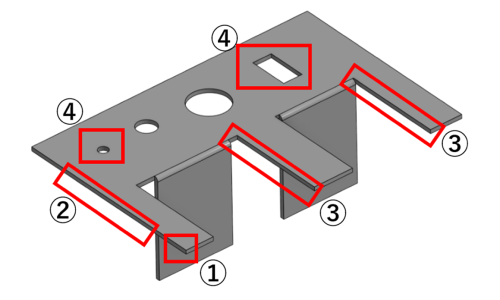
- À propos d’ébavurage (Pièces de tôles soudées)
À propos d’ébavurage (Pièces de tôles soudées)
| Exemple de modèle | Exemple de pièce | Valeur standard | |
|---|---|---|---|
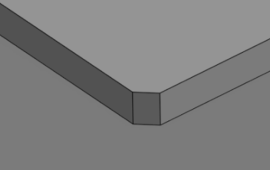
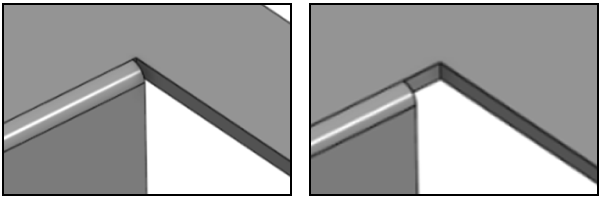
| Cassage léger des arêtes |
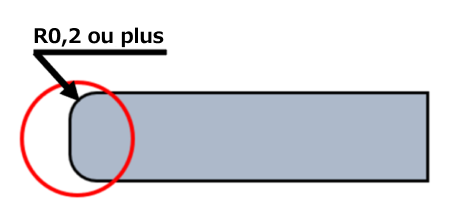
C/R Cassage d’arêtes
Nom de l’option : « Tout autour R0,2 ou plus / Coin C1 » |
||
 |
|
Non disponible |
|
|
 |
 |
|
|
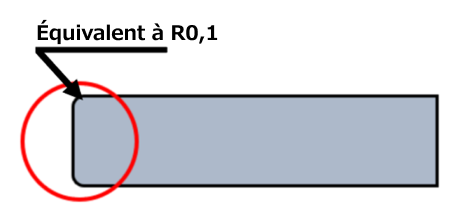
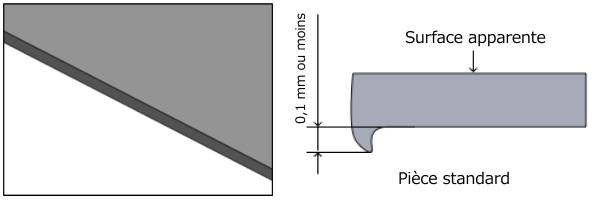
Aucune bavure ni résidu de 0,1 mm ou plus | Finition des bavures et résidus à environ R0,1 | |
|
Aucune bavure ni résidu de 0,1 mm ou plus | Finition des bavures et résidus à environ R0,1 | |
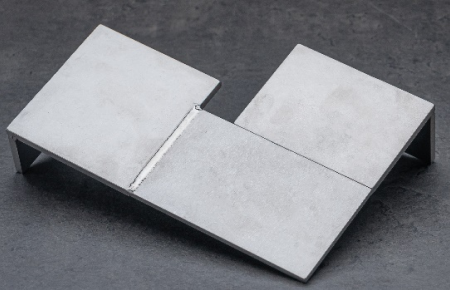

Acier inoxydable équivalent EN 1.4301 (2B), épaisseur 6,0 mm

Acier inoxydable équivalent EN 1.4301 (2B), épaisseur 6,0 mm