- HILFE
- Technische Informationen
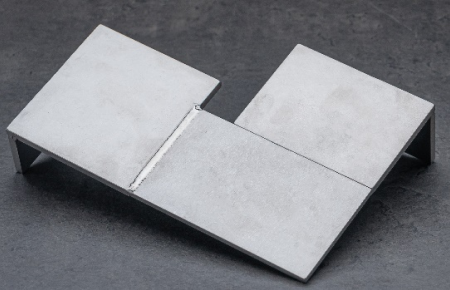
- Geschweißtes Blech
- Genauigkeit und Spezifikationen
- Über das Kantenbrechen (geschweißte Blechbauteile)
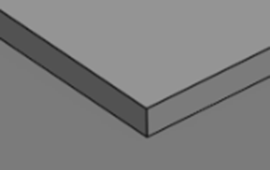
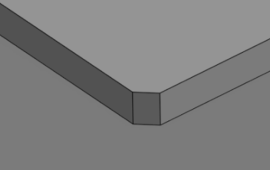
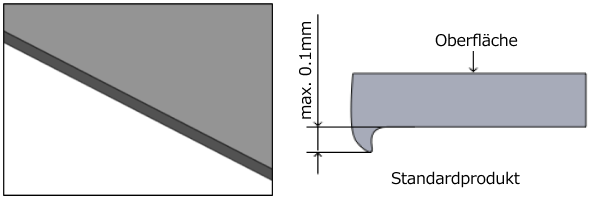
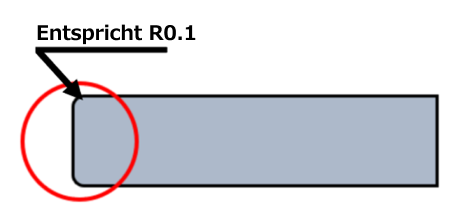
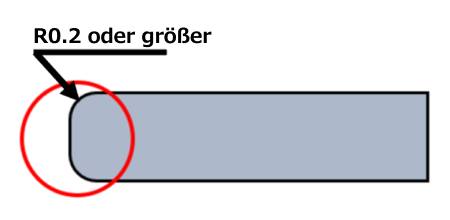
Über das Kantenbrechen (geschweißte Blechbauteile)
| Modellbeispiele | Funktionsbeispiel | Standardwerte | |
|---|---|---|---|
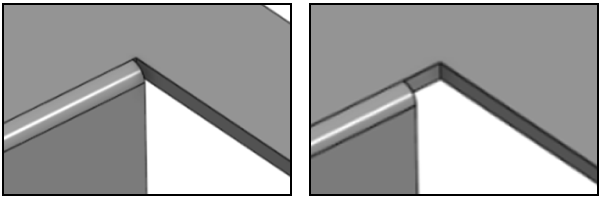
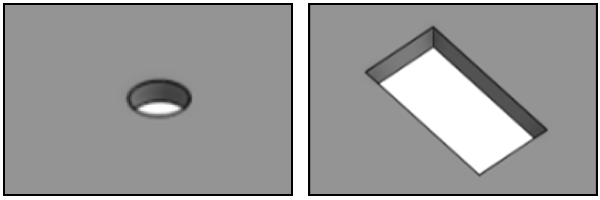
| Leichtes Kantenbrechen | Starkes Kantenbrechen | ||
 |
| Keine |
|
|
|
| |
| Keine Grate oder Auswürfe von 0,1 mm oder größer | Grate und Auswurf entfernen und Kanten auf ca. R0,1 brechen | |
| Keine Grate oder Auswürfe von 0,1 mm oder größer | Grate und Auswurf entfernen und Kanten auf ca. R0,1 brechen | |