- HILFE
- Technische Informationen
- Geschweißtes Blech
- Schweißstandards
- Aussehen nach Schweiß- und Nachbearbeitungsprozessen
Aussehen nach Schweiß- und Nachbearbeitungsprozessen


Achtung
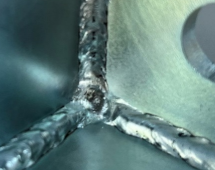
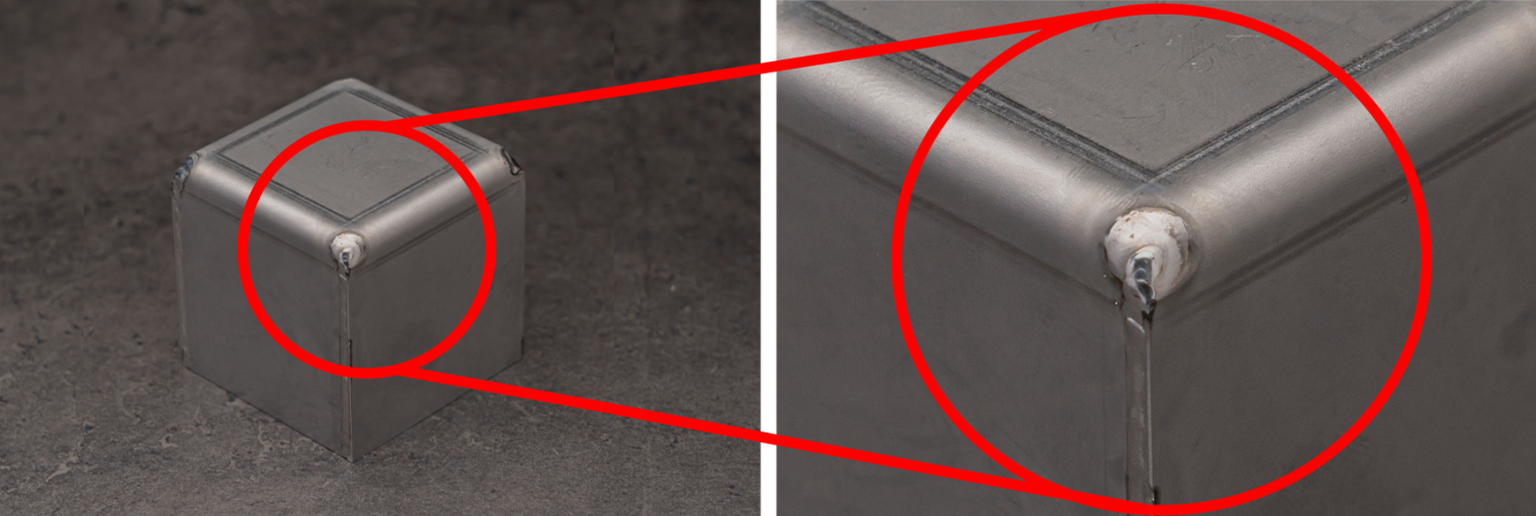
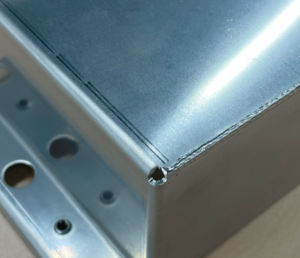
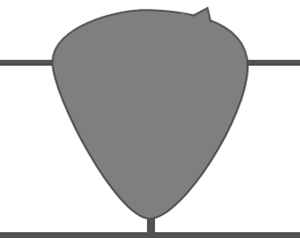
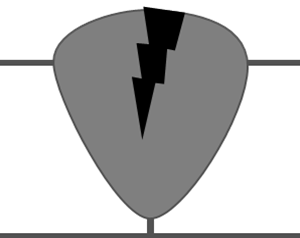
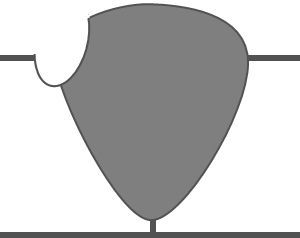
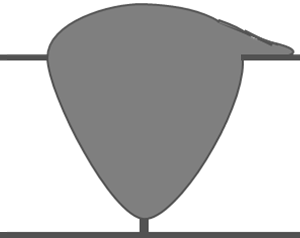
Beim Lichtbogenschweißen mittels WIG-Schweißen ohne Füllstab bildet sich die Schweißraupe so aus, dass sie nach innen sinkt, was zu dem unten gezeigten Aussehen führt. Dies ist keine Einbrandkerbe, sondern ein normaler Schweißabschluss.
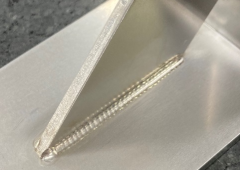
Beispiel für WIG-Schweißen ohne Füllstab