- POMOC
- Informacje techniczne
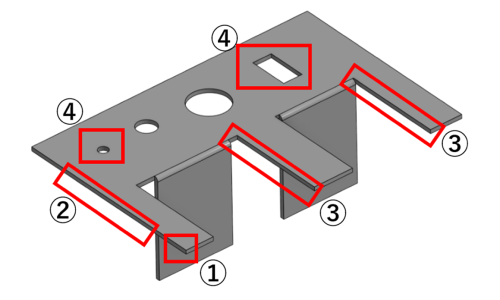
- Spawana blacha
- Dokładność i specyfikacje
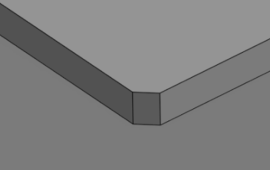
- O usuwaniu ostrych krawędzi (fazowanie / zaokrąglanie)
O usuwaniu ostrych krawędzi (fazowanie / zaokrąglanie)
| Przykład modelu | Przykład detalu | Wartość standardowa | |
|---|---|---|---|
| Lekkie usuwanie ostrych krawędzi |
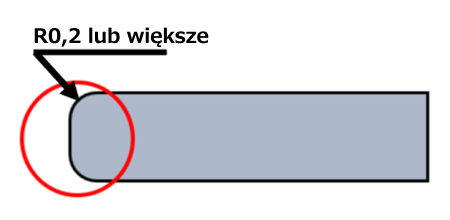
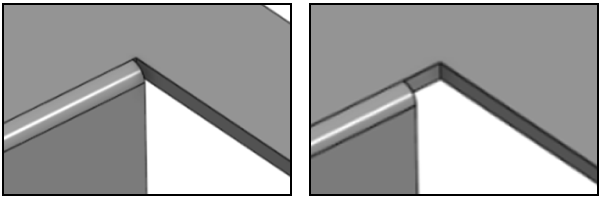
Usuwanie ostrych krawędzi typu C/R
Nazwa opcji: „R0,2 lub większe na całym obwodzie / naroże C1” |
||
 |
|
Niedostępne |
|
|
 |
 |
|
|
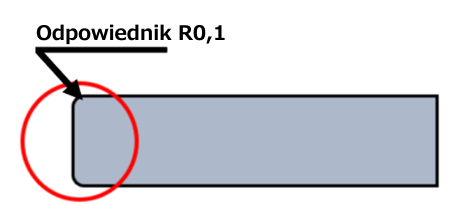
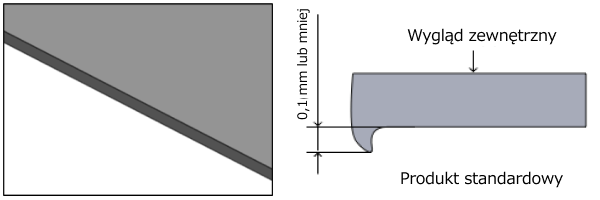
Brak zadziorów lub wypływek ≥ 0,1 mm | Zadziory i wypływki wykończone do ok. R0,1 | |
|
Brak zadziorów lub wypływek ≥ 0,1 mm | Zadziory i wypływki wykończone do ok. R0,1 | |
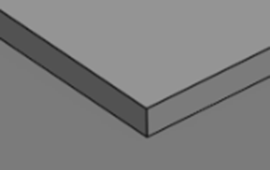
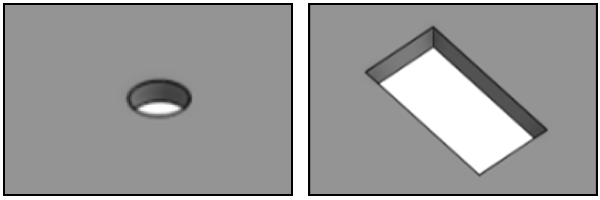
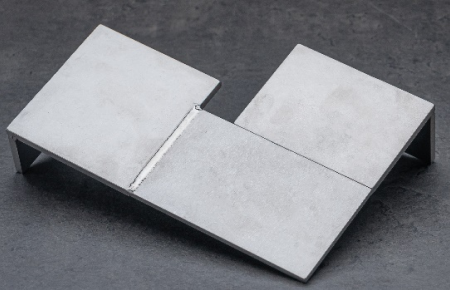

Krawędzie powierzchni z blachy
Equiv. EN 1.4301 (2B), grubość 6,0 mm

Equiv. EN 1.4301 (2B), grubość 6,0 mm