| Materiale |
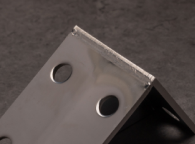
Solo rimozione dei segni di bruciatura |
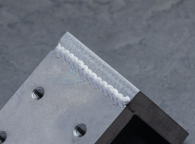
Finitura con smerigliatura |
|
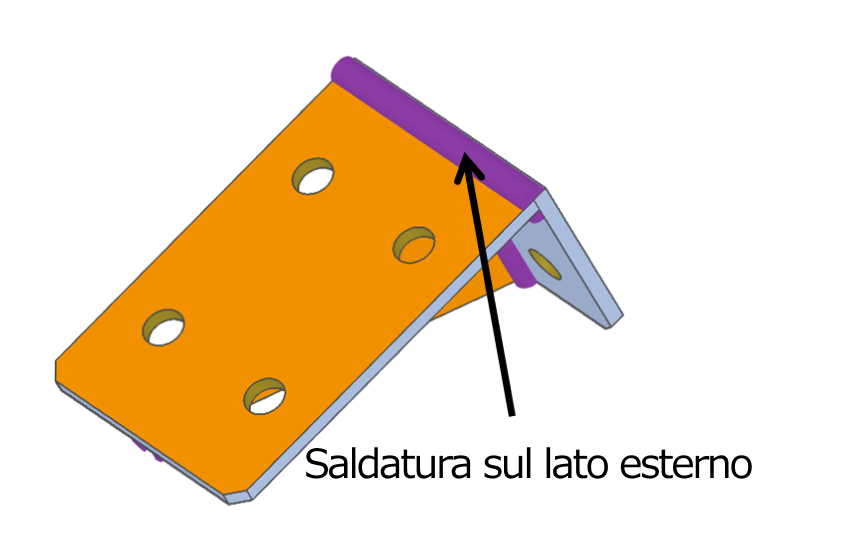
Esterno
Calamina di saldatura |
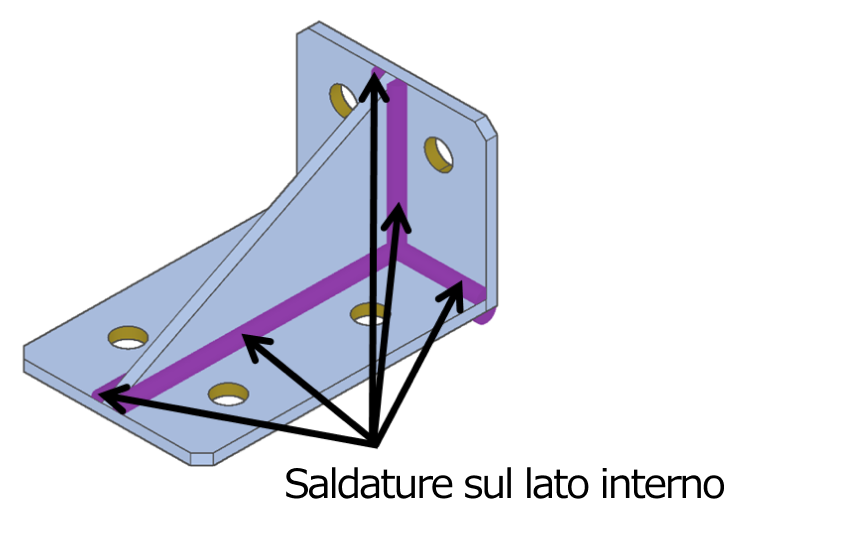
Interno
Bruciatura di saldatura (calamina) |
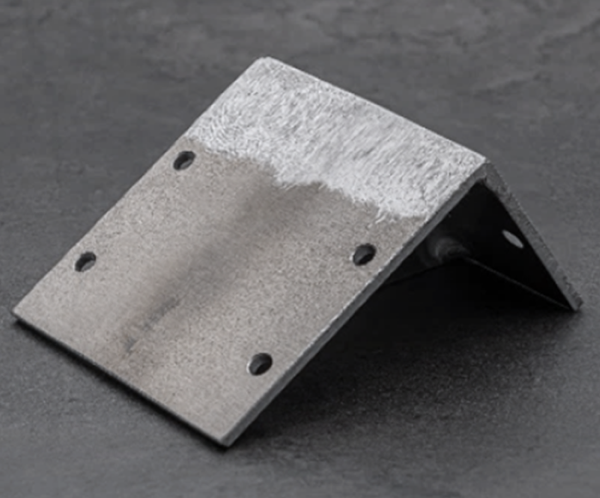
Residui del cordone di saldatura |
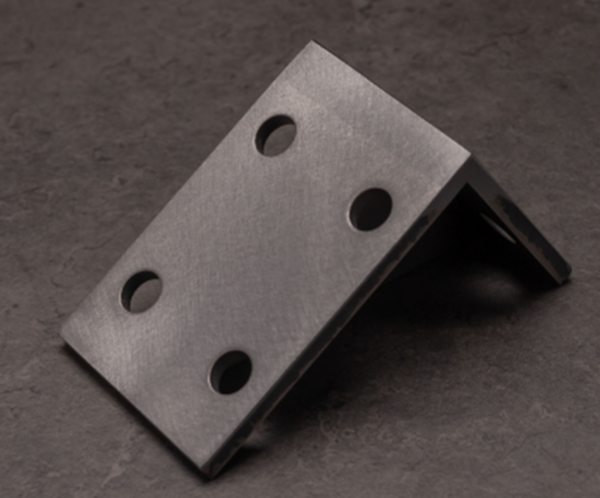
Bruciatura di saldatura sul lato esterno
(calamina) |
Bruciatura di saldatura sul lato interno
(calamina) |
Residui del cordone di saldatura |
- EN 1.0330 equiv. [EN 1.0320 equiv. (laminato a caldo)]
- EN 1.0330 equiv. [EN 1.0320 equiv. (laminato a caldo)] + Varie placcature
- *Escluso la cromatura trivalente (nero)
cromato (nero)
|
Lavorazione con smerigliatrice
(Solo vicino alle aree di
saldatura) |
Rimozione della fuliggine con
con panni, detergenti, ecc. |
Lato esterno:
nessuno Lato
interno: sì |
Smerigliare con una smerigliatrice
(Solo vicino alle aree
saldate) |
Panno detergente, ecc.
con panni, detergenti, ecc. |
Lato esterno: Nessuno (piatto)
Lato interno: Sì |
| EN 1.0330 equiv. [EN 1.0320 equiv. (laminato a caldo)] + Cromatura trivalente (nero) |
– |
Dopo la smerigliatura, lucidare
l’intera superficie |
| EN 1.0330 equiv. [EN 1.0320 equiv. (laminato a caldo)] + Varie verniciature/rivestimenti |
– |
Smerigliare con una smerigliatrice
(Solo vicino alle aree di
saldatura) |
| EN 1.0330 equiv.
(Zincatura elettrolitica) |
Trattamento con smerigliatrice
(Solo vicino alle aree di
saldatura) |
Rimozione della fuliggine
con panni, detergenti, ecc. |
Lato esterno:
nessuno Lato
interno: sì |
– |
- EN 1.4301 equiv. (N.1)
- EN 1.4301 equiv.(2B)
- EN 1.4016 equiv. (2B)
|
Elettrolucidatura |
Elettrolucidatura |
Esterno: Sì
Interno: Sì |
Elettrolucidatura |
Elettrolucidatura |
Esterno: Nessuno (piatto)
Interno: Sì |
| EN 1.4301 equiv. (Lucidato su un lato con grana #400) |
Elettrolucidato e
levigato, quindi lucidato fino a una finitura n. 400 o superiore sulla parte visibile
della superficie |
| EN AW−5052 equiv. + Varie finiture anodizzate |
Smerigliatura
(Solo vicino alle aree di
saldatura) |
Rimozione della fuliggine
con panni, detergenti, ecc. |
Esterno: Nessuno
Interno: Sì |
Smerigliare con una smerigliatrice
(Solo vicino alle aree di
saldatura) |
Panno detergente, ecc.
con panni, detergenti, ecc. |