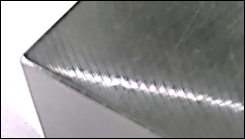
Quality Control
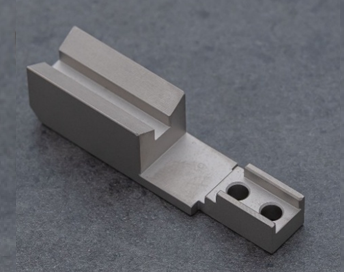
| Milling Face | ||
|---|---|---|
 |  | 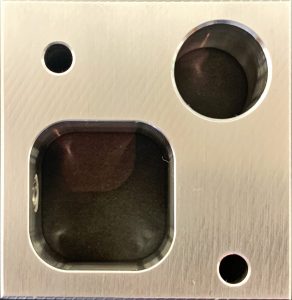 |
|
|
|
| Untreated surface | ||
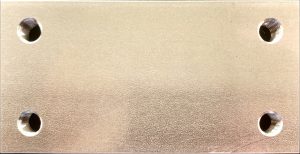 | 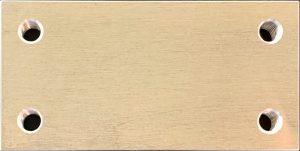 |  |
|
|
|
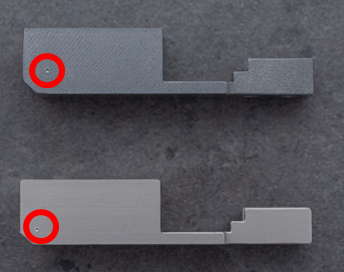
| Suspension method image | Surface treatment suspension and electrode contact marks | |
 |
 |
 |
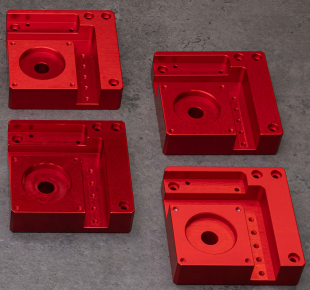
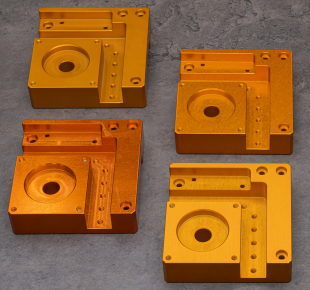
| Anodized aluminum (black) | Anodized aluminum(clear) | |









| Corner chamfering | |
 |
 |
| Chamfering unspecified hole entrances | |
 |
 |



| Interior | Exterior | ||
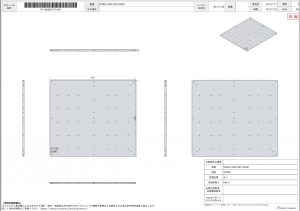
| Product packaging | Simple 2D diagram | Multiple | Single |
 |
 |
 |
 |
| Includes simple 2D diagrams 2 layers of bubble wrap around each side The product label will be affixed to the outside before sending. | Sent in a box or bubble wrap bag. | ||

