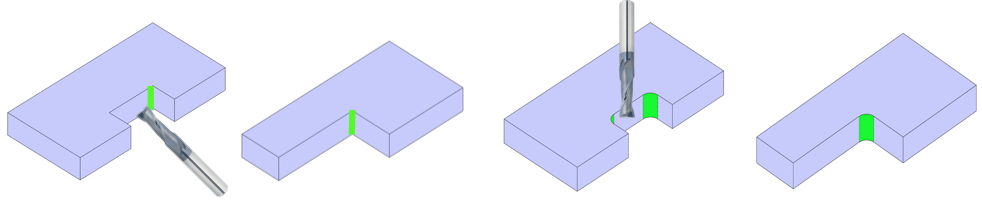
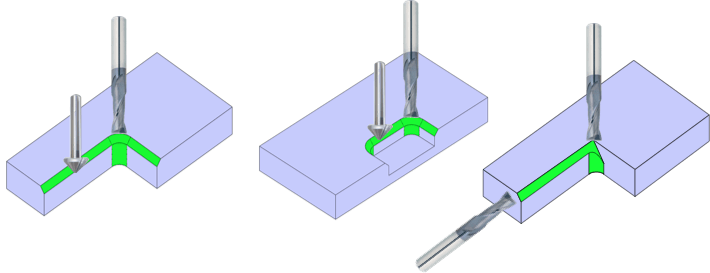
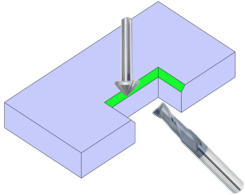
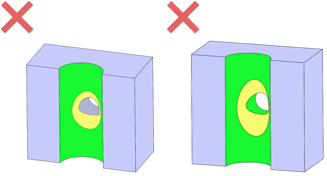
If a corner is C-chamfered or has a radius of curvature below 0.5, the end product may differ from the model.
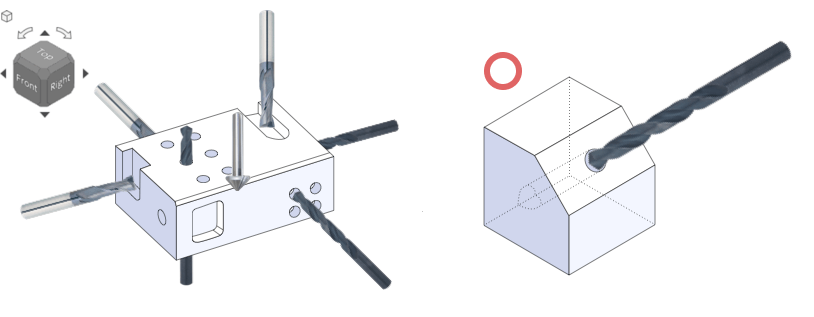
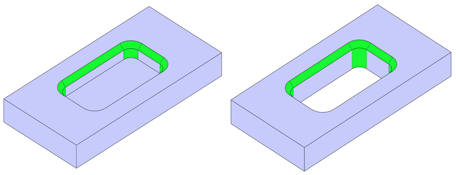
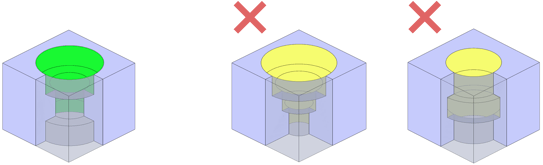
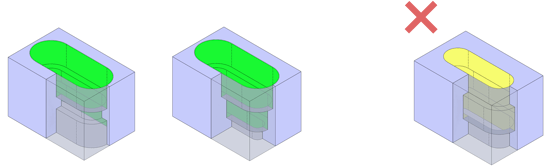
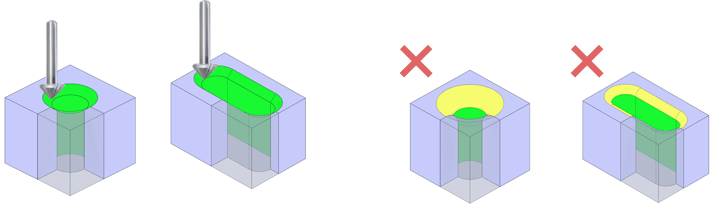
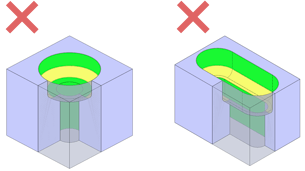
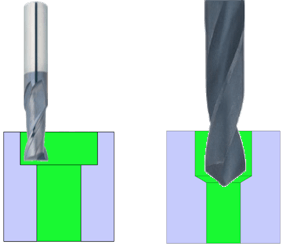
(If adding a curve and chamfer to a counterbore like the left image below, the hole is machined with an end mill, producing a corner that is sharp or within a 0.5 radius of curvature. For a precision or tapped hole with a pilot hole, like the right image below, the hole is machined by a drill, producing an angled surface.)