- HELP
- Technical Information
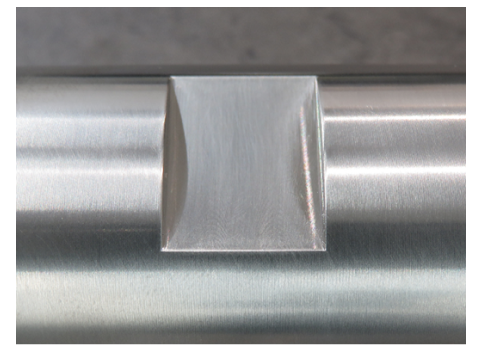
- CNC Turning
- Accuracy and Machining Specifications
- Accuracy and Machining Specifications
Accuracy and Machining Specifications

 |
 |
 |
 |
| Hard Chrome | Trivalent Chromate (Clear) | Trivalent Chromate (Black) | Low Temperature Black Chrome |
 |
 |
 |
 |
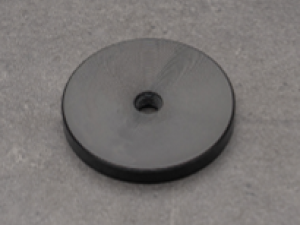
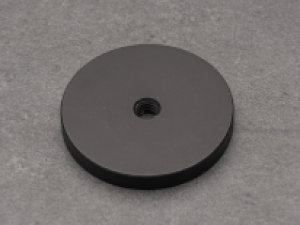
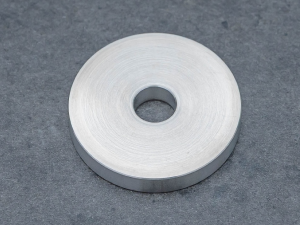
| Clear Anodize | Black Anodize | Black Anodize (Matte) | Hard Anodize (clear) |
 |
|||
| Passivation |





Tip