- HILFE
- Technische Informationen
- Blechteile
- Genauigkeit und Verarbeitungsbedingungen
- Biegespezifikationen
Biegespezifikationen
| Nr. | Standardteil | Standardwert | Beispiel |
|---|---|---|---|
| 1 | Biegewinkel-Toleranz |
| 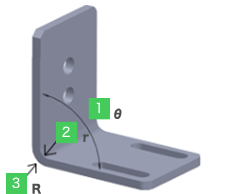 |
| 2 | Innenradius (r) | Plattendicke (Referenzwert) | |
| 3 | Außenradius (R) | R = Plattendicke × 2 (Referenzwert) |
| Nr. | Standardteil | Standardwert | Beispiel |
|---|---|---|---|
| 1 | Toleranz des Biegewinkels |
| 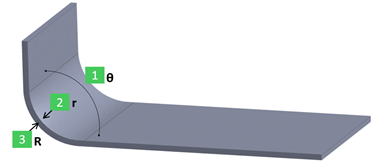 |
| 2 | Innerer R | Modellierungsdimension (Referenzwert) | |
| 3 | Äußeres R | Innerer R+Plattendicke (Referenzwert) |
| Standardwert | Beispiel |
|---|---|
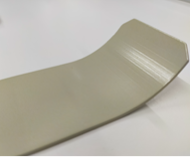
| Wie im rechten Beispiel gezeigt, können auf jeder Seite Wölbungen/Überstände von etwa 15 % der Plattendicke auftreten. |  |
| Standardwert | Beispiel | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
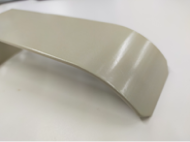
| Wie im rechten Beispiel gezeigt, können Verformungen durch die Biegematrize auftreten. |  |
||||||||||||
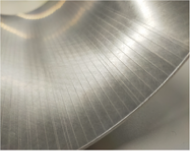
| Da das Bauteil durch „Biegen“ (Vorschubbiegen) verarbeitet wird, werden auf dem R-Biegeteil Stempelabdrücke zu sehen sein. |
|
||||||||||||
| Standardwert | Beispiel |
|---|---|
| EN AW-5052 equiv. könnte aufgrund seiner Materialeigenschaften beim Biegen leichte Risse bekommen. |
|