- HILFE
- Technische Informationen
- CNC Drehen
- Genauigkeit und Verarbeitungsbedingungen
- Standards für allgemeine Toleranzen
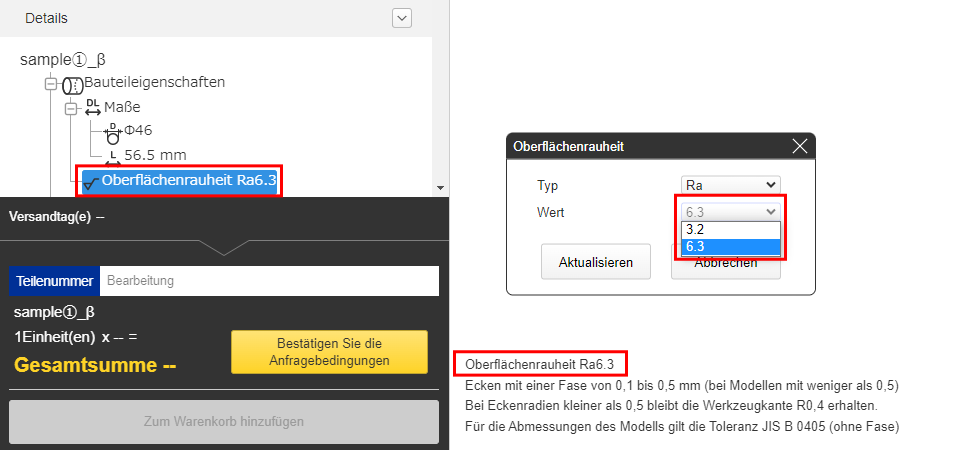
Standards für allgemeine Toleranzen
| Geometrische Toleranz auf einer Seite mit maximalem Durchmesser als Ursprung ausgeführt | Geometrische Toleranzen für beide Seiten mit dem maximalen Durchmesser als Ursprung | |||||
|---|---|---|---|---|---|---|
| Außendurchmesser | Innendurchmesser | Außendurchmesser | Innendurchmesser | L (Gesamtlänge) | Standard | |
| K (Geometrischer Toleranzwert) | ||||||
| Rechtwinkligkeit | 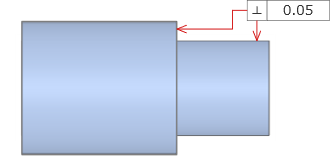 | 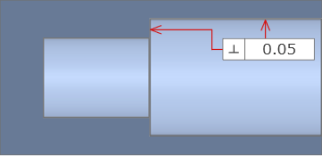 | 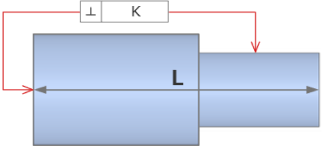 | 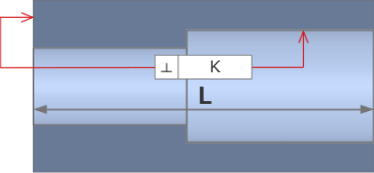 | L ≤ 100 | 0,06 |
| 100 < L ≤ 300 | 0,1 | |||||
| 300 < L ≤ 500 | 0,15 | |||||
| L < 500 | 0,2 | |||||
| Koaxialität | 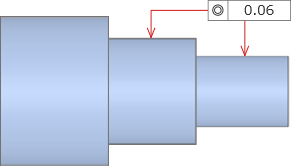 | 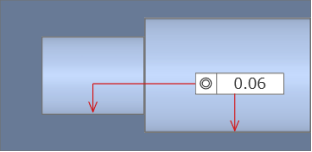 | 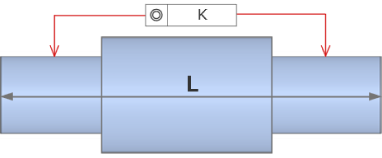 | 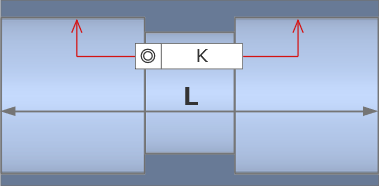 | L ≤ 100 | 0,1 |
| 100 < L ≤ 300 | 0,2 | |||||
| 300 < L ≤ 500 | 0,3 | |||||
| L < 500 | 0,5 | |||||
| Parallelität | 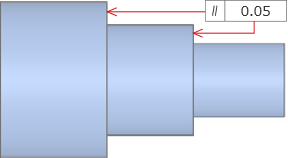 | 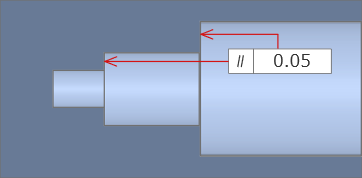 | 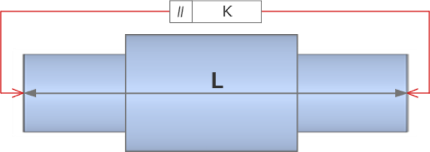 | 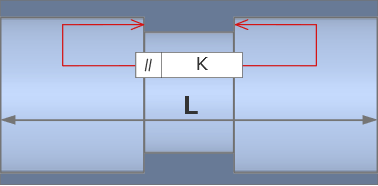 | L ≤ 100 | 0,06 |
| 100 < L ≤ 300 | 0,1 | |||||
| 300 < L ≤ 500 | 0,15 | |||||
| L < 500 | 0,2 | |||||
| Rundheit | 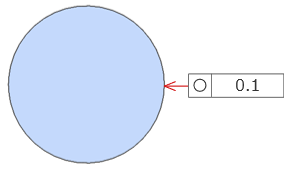 | 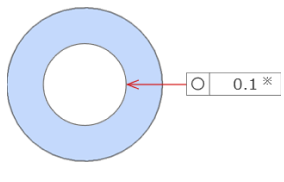 | ||||
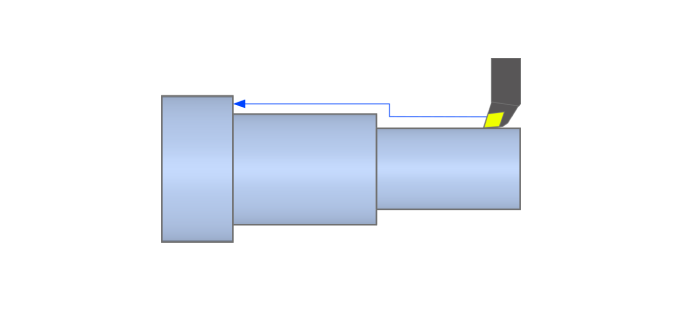
Tipp
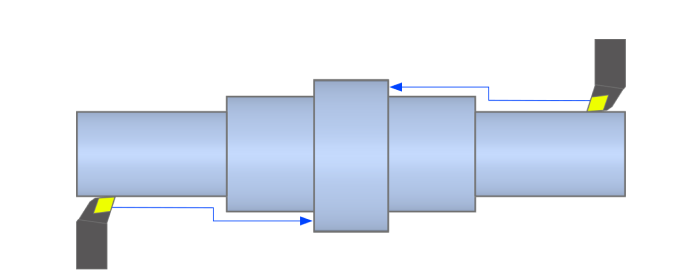
Gründe für Unterschiede in der Genauigkeit zwischen einer Seite und beiden Seiten
|
|
 |
 |