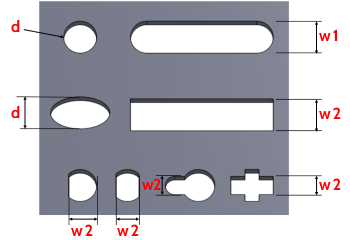
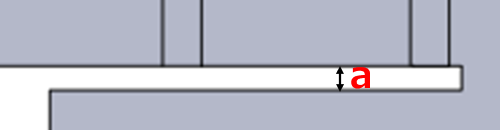
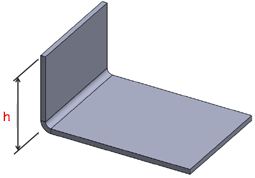
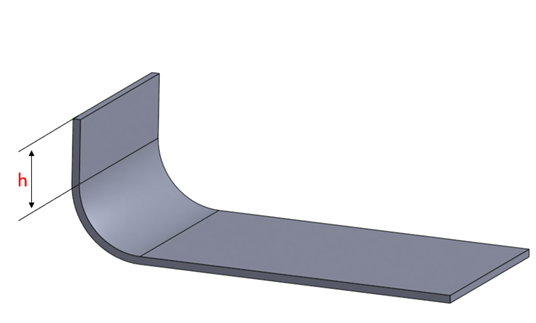
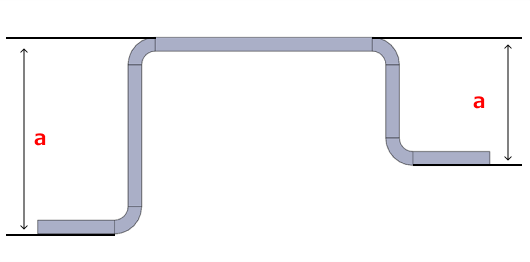
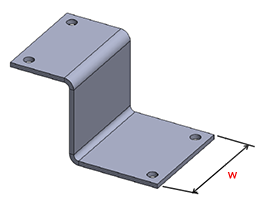
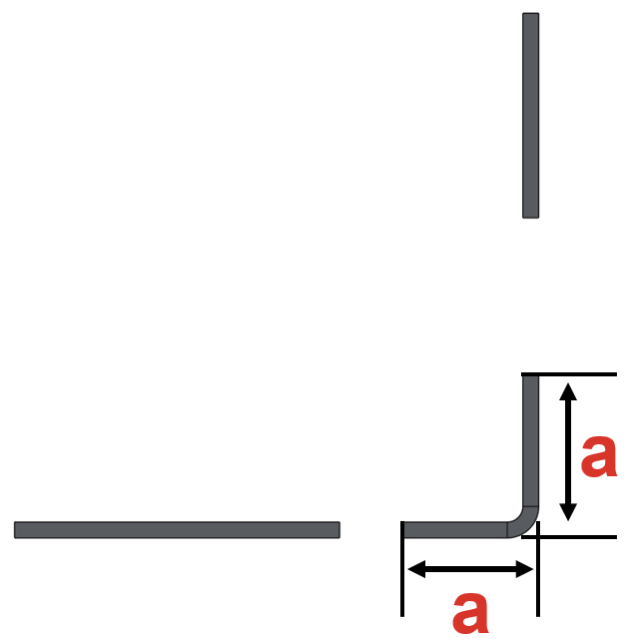
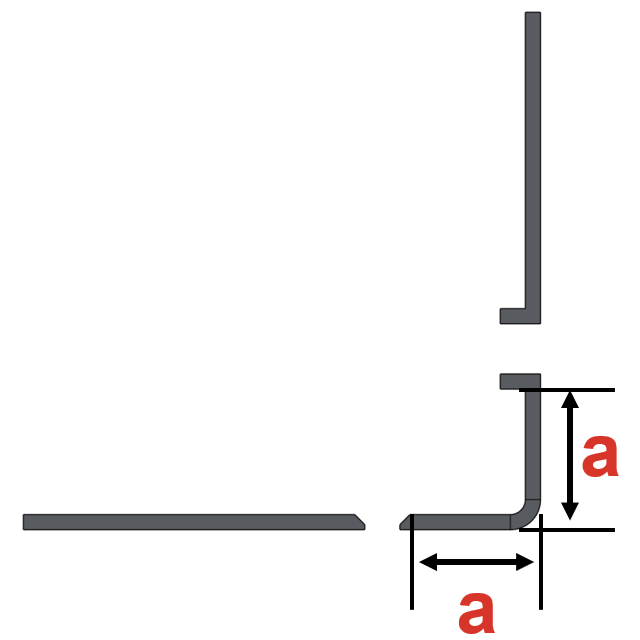
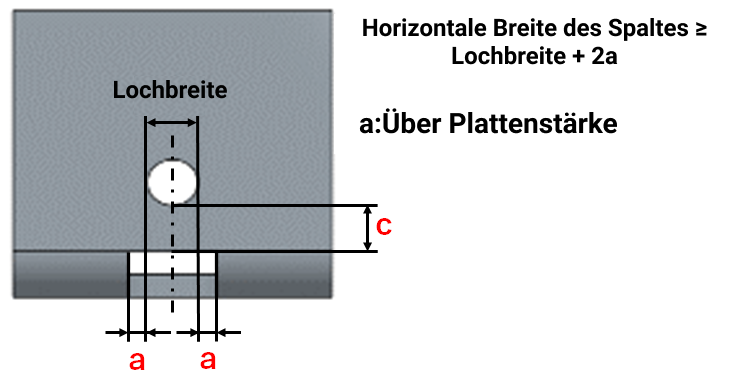
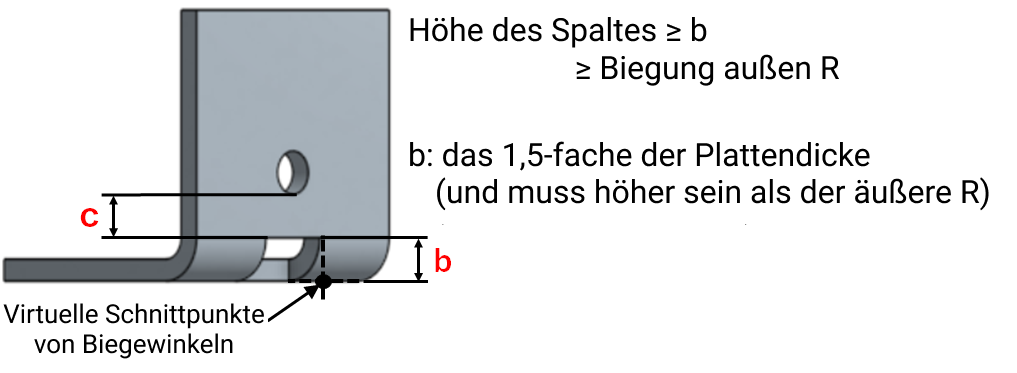
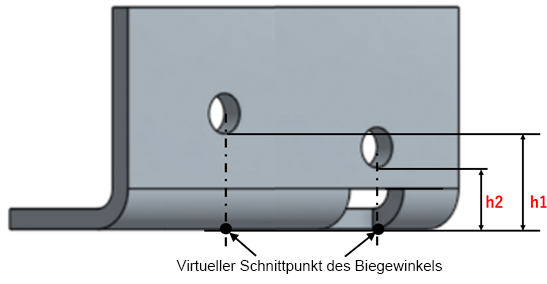
Bearbeitungsgrenzen, Größenbereich
| Plattendicke | Grenzwerta | Grenzwertb | Grenzwertc | ||
|---|---|---|---|---|---|
|
|
|
|||
| 0,8 | 0,8 | 0,8 | 0,5 | 11,5 | 3,0 |
| 1,0 | 1,0 | 1,0 | |||
| 1,2 | 1,2 | 1,2 | 0,6 | ||
| – | 1,5 | 1,5 | 0,7 | ||
| 1,6 | – | 1,6 | 0,8 | ||
| 2,0 | 2,0 | 2,0 | 1,0 | – | |
| 2,3 | – | – | |||
| – | 2,5 | 2,5 | 1,2 | ||
| – | 3,0 | 3,0 | 1,5 | ||
| 3,2 | – | – | |||
| – | 4,0 | 4,0 | 2,0 | ||
| 4,5 | – | – | 2,2 | ||
| – | 5,0 | 5,0 | 2,5 | ||
| 6,0 | 6,0 | 6,0 | 3,0 | ||
| 9,0 | 9,0 | – | 4,0 | ||
| 10,0 | 10,0 | 5,0 | |||
| 12,0 | 12,0 | 6,0 | |||
| 16,0 | – | 8,0 | |||
| Plattendicke | Grenzwert a | Grenzwert b | Grenzwert c | |||||
|---|---|---|---|---|---|---|---|---|
| EN 1.0330 equiv. (für Passplättchen) | ||||||||
| 0,1 | 1,0 | – | ||||||
| 0,2 | ||||||||
| 0,3 | ||||||||
| 0,5 | ||||||||
| Plattendicke | Grenzwert a | Grenzwert b | Grenzwert c | |||||
|---|---|---|---|---|---|---|---|---|
| EN 1.4301 equiv. (H) (für Passplättchen) | ||||||||
| 0,05 | 0,5 | – | ||||||
| 0,1 | ||||||||
| 0,2 | ||||||||
| 0,3 | ||||||||
| 0,5 | ||||||||
| 0,8 | 0,8 | |||||||
| 1,0 | 1,0 | |||||||
| Plattendicke | Grenzwert a | Grenzwert b | Grenzwert c |
|---|---|---|---|
| Streckmetall —60° Versetzte Rundbohrung— | |||
| 0,8 | 10,0 | – | |
| 1,0 | |||
| 1,5 | |||
| Plattendicke | Grenzwert a | Grenzwert b | Grenzwert c | |||
|---|---|---|---|---|---|---|
| PET | Acryl | Polycarbonat | PVC | |||
| 3,0 | 3,0 | 3,0 | 3,0 | 2,0 | – | |
| 5,0 | 5,0 | 5,0 | 5,0 | |||
| Plattendicke | Grenzwert a | Grenzwert b | Grenzwert c |
|---|---|---|---|
| Aluminium-Verbundblech (Kernmaterial: Polyethylenschaumstoff) | |||
| 3,0 | 2,0 | – | |
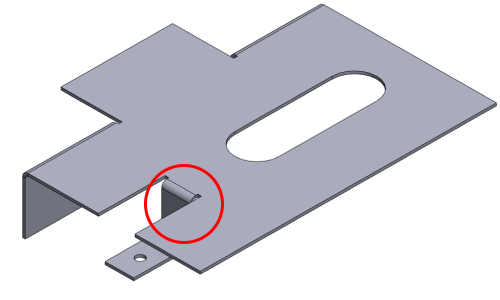
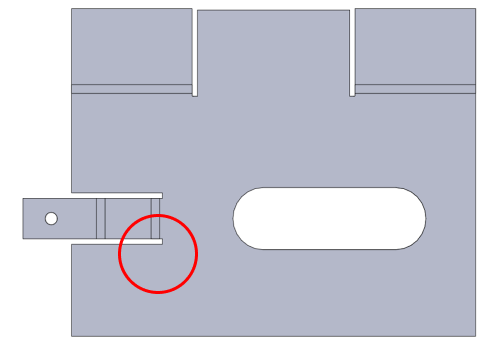
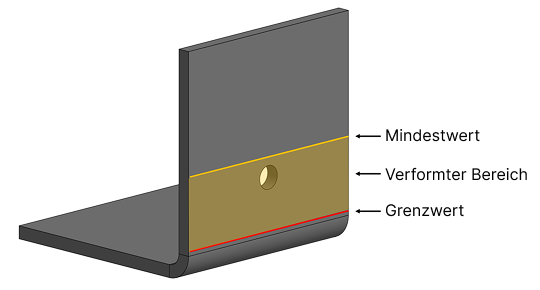
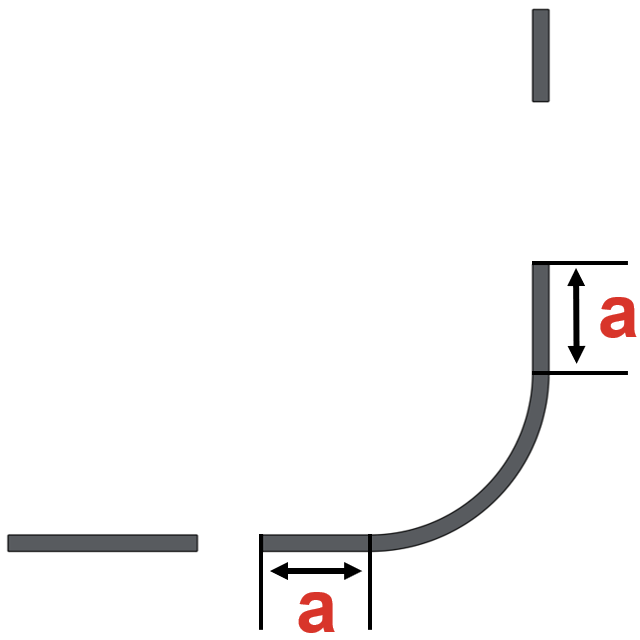
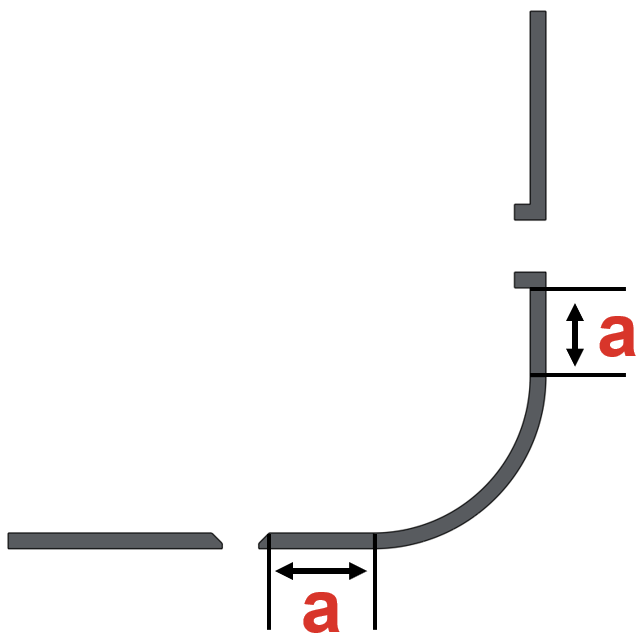
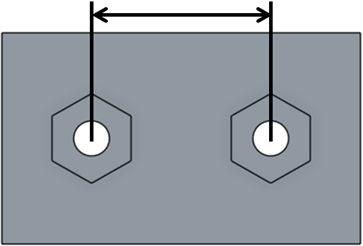
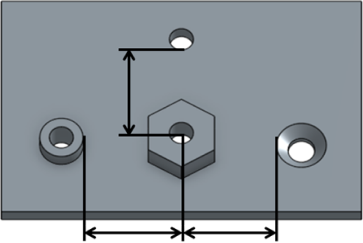
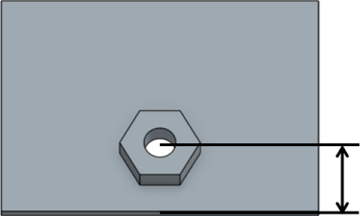
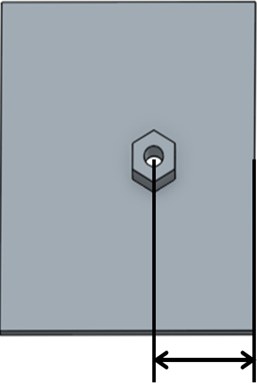
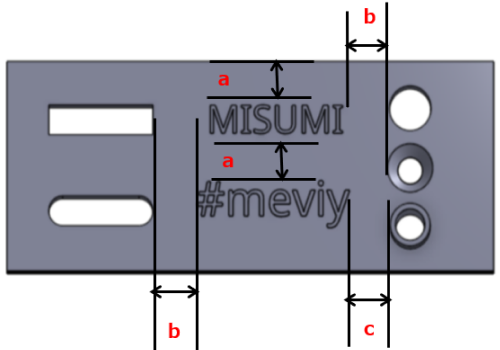
Beispiel
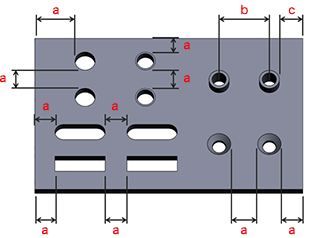
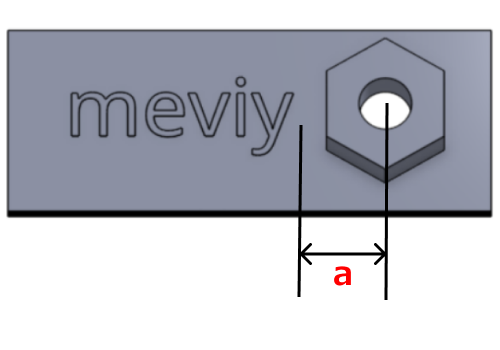
- *Der Abstand zwischen Gewindebohrung und Kante oder zwischen Gewindebohrungen wird durch den Mindestabstand vom äußersten Durchmesser der Gewindebohrung ermittelt.
- *Der Abstand zwischen Reibbohrungen/Gewindebohrungen ermittelt sich aus dem Mindestabstand von der Mitte des Bohrlochs.
- *Der Abstand zwischen einem Senkbohrloch und der Kante oder zwischen Senkbohrungen wird durch den Mindestabstand vom äußersten Durchmesser ermittelt.